

1. 서 론
2. 본 론
2.1 저온 CP 공정 기반 태양전지모듈 제작 방법
2.2 저온 태빙 공정 기반 태양전지모듈의 신뢰성 평가
2.3 90° 접착강도 시험평가(Peel test)
3. 결 론
1. 서 론
현재 전 세계의 화두는 기후변화와 환경이슈의 해결이다. 이러한 흐름에 따라 국내에서는 안전하고 깨끗한 에너지로의 전환을 위해 ‘신재생에너지 3020’ 정책을 추진하고 있다. ‘신재생에너지 3020’이란, 2030년까지 신재생에너지 비중을 20%까지 확대하는 정책을 말한다. 신재생에너지원 중 하나인 태양광은 청정하고 재생 가능하며, 거의 무한대에 가
까운 에너지원이다. 태양광 기술은 태양의 빛 에너지를 전기에너지로 변환시키며, 그중에서 결정질 실리콘(c-Si)을 기반으로 한 태양전지가 태양광 산업의 많은 부분을 차지하고 있다.
결정질 실리콘 태양전지모듈 공정에서 태빙(tabbing)공정은 수개 또는 수십 개의 태양전지들을 리본(ribbon)을 이용하여 직·병렬로 연결하는 공정이며 매우 높은 기술이 요구된다. 이는 태빙 공정에서 파손율 및 불량률을 최소화하면 생산성을 향상시킬 수 있기 때문이다1,2). 이때 사용되는 리본의 구성은 대부분 주석(tin)과 납(lead)이 섞인 솔더(solder)이다. 납이 섞인 리본의 경우 낮은 용융온도, 낮은 가격, 높은 취급성, 우수한 전도성 등으로 다른 리본에 비하여 우수한 성질을 가지고 있다. 태빙 공정은 기본적으로 플럭스(flux)를 사용하여 솔더링(soldering)을 한다. 이때 200℃ 이상의 높은 열이 플럭스와 리본에 가해지면서 태양전지와 리본이 연결된다.
하지만 납이 들어간 리본은 인체에 심각한 이상 현상을 유발할 수 있고, 또 환경에 매우 유해한 영향을 끼친다. 그뿐만 아니라 기존의 리본 솔더링 공정은 200℃ 이상의 고온에서 진행되는데, 열팽창계수가 다른 태양전지와 리본은 고온에서 솔더링 공정을 한 후 상온으로 냉각되는 과정에서 두 물질의 열팽창계수 차이에 의해 물리적인 힘이 가해져 태양전지의 보잉(bowing)현상이나 파손(crack)이 발생할 수 있다3,4).
기존 태빙 공정의 문제점을 해결하기 위해 무연계 솔더(SnCu, SnZn, SnBi…)들이 제안되고 있으나, 무연계 솔더는 태빙 공정 시 리본의 용융점이 더 높다는 문제점이 있다. 솔더는 합금의 조성에 따라 녹는점이 달라지는데 SnPb 솔더의 녹는점은 183℃이고 SnCu 솔더의 녹는점은 227℃이다. 그밖에 SnAgCu 솔더의 녹는점은 217℃, SnZn 솔더의 녹는점은 약 200℃이다. 또 무연 솔더가 완전 용해되는 온도는 알려진 녹는점보다 더 높은 온도가 필요하다고 알려져있다5,6,7). 여러 가지 솔더들을 봤을 때, 무연 솔더는 납이 들어간 유연 솔더보다 높은 녹는점을 가지고 있다. 이는 결국 무연계 솔더를 사용하기 위해선 솔더링 공정의 온도를 더 올려야 태양전지와 무연계 솔더가 연결이 되는데, 기존 온도보다 높게 태빙을 하면 보잉현상과 파손뿐 아니라 모듈의 단가까지 상승되는 문제점이 있다.
따라서 본 논문에서는 유연 솔더인 SnPb와 무연 솔더인 SnCu에 기존 태빙 공정보다 낮은 온도에서 전기적 결합이 가능한 SnBiAg 기반의 전도성 페이스트(CP, Conductive Paste)로 모듈을 제작하여 이를 기존의 고온 태빙 공정을 사용한 모듈과 비교해 보았다. 전도성 페이스트는 융점이 150℃로 낮아서 태빙 공정시 태양전지가 받는 스트레스를 최소화 할 수 있다8,9). 또한 전도성은 좋지만 1,000℃ 이상의 더 높은 녹는점을 가진 순수한 구리 리본을 전도성 페이스트 기반 저온 CP 태빙 공정으로 태양전지모듈을 만들어 보았다10,11). 마지막으로 고온 태빙 공정으로 제작한 모듈과 저온 CP 공정으로 제작한 모듈의 출력 측정 및 환경시험평가(thermal cycle test)를 진행 하였고, 90° 접착강도 시험평가(peel test)를 통해 고온 태빙 공정과 저온 CP 공정으로 만든 태양전지모듈과 리본 사이의 접합력을 측정해 보았다12,13).
2. 본 론
2.1 저온 CP 공정 기반 태양전지모듈 제작 방법
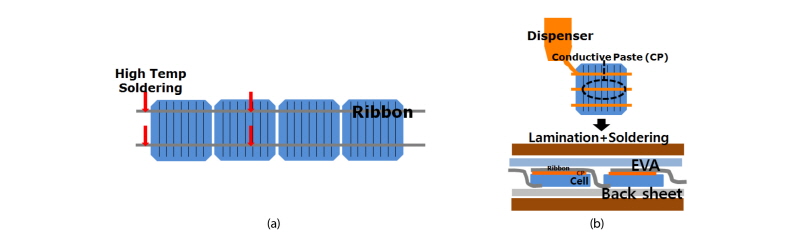
태양전지모듈 공정 중에서 태빙은 가장 중요한 공정이다. 200℃가 넘는 온도로 태양전지와 리본을 연결해야 하기 때문에 고가의 비용과 높은 기술이 요구된다. 고온의 열이 태양전지에 가해지면 열팽창계수의 차이 때문에 보잉 현상이나 파손이 발생되는 것을 흔히 볼 수 있다. 이를 방지하기 위해서 기존의 고온 태빙 공정을 전도성 페이스트를 이용한 저온 공정으로 개선할 필요가 있다. 전도성 페이스트를 사용하면 기존의 납(Pb)과 같은 물질 뿐만 아니라 용융점이 높은 구리(Cu)도 태양전지와 연결 시킬 수 있다. 아래 Fig. 1(a)는 기존 고온 태빙 공정을 나타낸 것이고 Fig. 1(b)는 전도성 페이스트를 이용한 저온 CP 공정 방식을 나타낸 것이다.
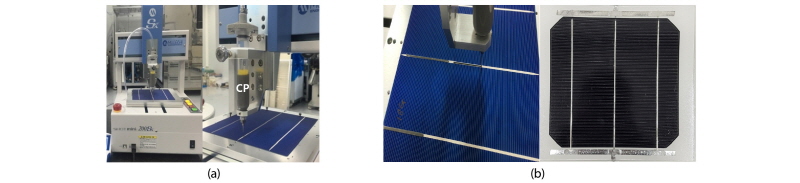
본 실험에서는 단결정 태양전지(180 µm, 6 inch PERC p-type c-Si cell, Sunrise)를 사용하여 실험을 진행하였다. 태양전지의 전극 위에 Dispenser 장비(MUSASHI, SM200SX-3A)를 사용하여 전도성 페이스트를 도포하였고, 이 장비는 Fig. 2(a)에 나타내었다. 기존 고온 태빙 공정의 플럭스를 대체하여 전도성 페이스트를 사용 하였으며, 전체적인 태양전지모듈 공정에는 변화가 없다. 태빙 공정을 할 때 전도성 페이스트를 접합 시키는 과정만 약간의 변화가 있다. 기존 공정처럼 전극 전체에 납땜을 하지 않고, 전극 양 끝단을 150℃의 온도로 가접하여 리본과 태양전지를 접합시킨다. 이 방식은 태양전지의 열적인 스트레스를 최소화할 수 있어 태양전지의 파손률을 크게 줄일 수 있었다. 최소한의 열만 가하여 태양전지와 리본을 접합한 후, EVA(Ethylene-Vinyl Acetate) sheet와 Back sheet를 배열하고 마지막으로 맨위에 유리를 놓고 레이업(lay-up) 공정을 마무리 하였다. 가접을 한 태양전지모듈은 마지막 라미네이션(lamination) 과정에서 전도성 페이스트가 녹으며 태양전지와 리본의 접합이 완전히 이루어진다. 전도성페이스트가 태양전지에 도포되는 과정과 만들어진 모듈을 Fig. 2(b)와 같이 나타내었다.
2.2 저온 태빙 공정 기반 태양전지모듈의 신뢰성 평가
고온 태빙 공정과 저온 CP 공정 기반 모듈의 신뢰성 비교는 동일한 종류의 태양전지 하나를 모듈로 제작하여 비교하였다. 리본은 납이 첨가된 유연 솔더는 Sn60Pb40 성분의 리본을 사용하였고, 납이 들어가 있지 않은 무연 솔더는 Sn99.3Cu0.7의 성분을 가진 리본을 사용하였다.
환경시험평가는 온도 사이클(Thermal cycle test) 시험을 실시하였다. 이 시험은 항온항습챔버를 사용했으며, 온도변화의 반복에 따라 일어나는 열적 스트레스, 피로, 박리 등과 같은 모듈의 내구성을 조사하는 것을 목적으로 한다. 온도 사이클 시험은 -40℃에서 85℃로 승온, 85℃에서 –40℃로 강온하는 구간을 1사이클로 정해서 평가하는 것을 뜻하고 1사이클은 약 6시간 정도의 시간이 소요된다. IEC 61215 규정에서 온도 사이클 시험은 200사이클이 기준이지만, 그보다 많은 400사이클의 시간 동안 시험을 진행하였다. 그리고 아무 시험도 진행하지 않은 초기의 시료와 400사이클 후 시료의 I-V 곡선과 EL (Electro luminescence)검사를 측정해 보았다14).
(1) SnPb 리본의 신뢰성 평가
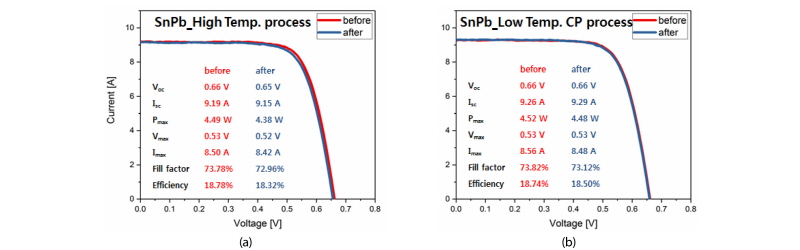
우선, Sn60Pb40 리본을 200℃의 기존 공정으로 제작한 모듈과 150℃의 저온 CP 공정으로 제작한 모듈에 대한 온도 사이클 환경시험평가를 진행하였다. Fig. 3(a)는 고온 태빙 공정으로 제작한 모듈의 I-V 곡선의 변화량을 나타내었고, Fig. 3(b)는 저온 CP 공정을 통하여 제작한 모듈의 I-V 곡선 변화량을 비교하였다. 그 결과 ,기존의 방식인 고온 태빙 공정으로 제작한 모듈과 저온 CP 공정으로 제작된 모듈의 초기 출력, 효율 감소율은 거의 유사하였다. 이는 저온 CP 공정이 기존 고온 공정 대비 동등한 수준의 효율 확보가 가능하다는 것을 보여주고 있다.
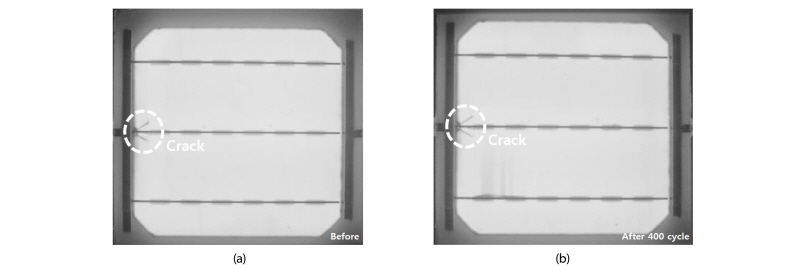
다음으로 두 공정으로 제작한 모듈의 EL 검사 사진을 Fig. 4와 Fig. 5에 나타내었다. Fig. 4(a)는 고온 태빙으로 만들어진 모듈의 온도 사이클 시험 전의 사진이고 Fig. 4(b)는 온도 사이클 시험이 끝난 후의 EL 사진이다. 기존 고온 태빙 공정의 경우 리본과 셀을 접합시킬 때 고온의 열이 가해진다. 그 과정에서 태양전지에 결함이 생길 수 있는 가능성이 있는데, Fig. 4는 고온 태빙 공정의 경우, 초기 파손이 발생 할 수 있다는 것을 제시 하였다. 또한 이 파손은 온도 사이클 시험이 지속됨에 따라 점정 증가하는 경향이 나타났다. Fig. 5에서는 저온 CP 공정으로 제작한 SnPb 리본의 초기치와 400사이클 후 EL 검사 사진을 나타내었다. 저온 CP 공정은 고온 태빙 공정과 달리 초기에 파손이 발생하지 않았으며, 400사이클 환경시험평가에서도 별다른 결함이 생기지 않은 것을 확인하였다.
(2) SnCu 리본의 신뢰성 평가
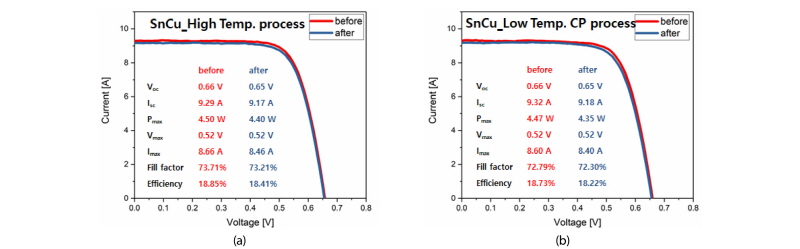
다음은 납이 들어가지 않은 Sn99.3Cu0.7이 쌓여진 리본을 고온 태빙 공정과 저온 CP 공정으로 만든 두 모듈의 온도 사이클 환경시험평가를 진행하였다. 일반적으로 무연 솔더는 유연 솔더보다 녹는점이 더 큰 성질을 가지고 있다. 그래서 SnCu 리본의 고온 태빙 공정의 경우 SnPb 리본의 태빙 공정보다 50℃가 높은 250℃에서 태빙 공정을 진행 하였으며 그에 따른 온도 사이클 시험 평가에 대한 I-V 곡선을 Fig. 6(a)에 나타내었다. 그 결과, 400사이클까지 환경시험을 거친 후 출력과 효율 감소율이 SnPb 리본의 고온 태빙 공정 대비 거의 동등한 수준임을 확인할 수 있었다. 하지만 SnCu 리본은 SnPb 리본보다 더 고온 공정에서 태빙을 진행하므로 그에 따라 태양전지에 파손이 일어날 수 있는 확률은 더 늘어날 수 있다. 이러한 문제점을 해결하기 위해서 Fig. 6(b)에 저온 CP 공정을 무연 솔더인 SnCu 리본에 적용한 것을 나타내었다. 그 결과, 출력과 효율 감소율은 Fig. 6(a)와 비슷한 폭으로 떨어지는 것을 확인하였다. 또한 Fig. 6의 SnCu 리본과 Fig. 3의 SnPb 리본과 비교해 보았을 때에도 거의 동등한 내구성을 가지고 있는 것을 확인하였다.
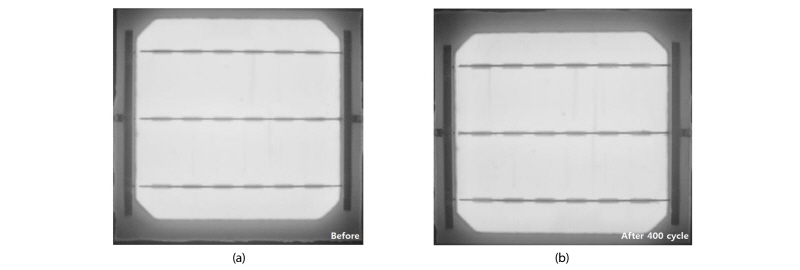
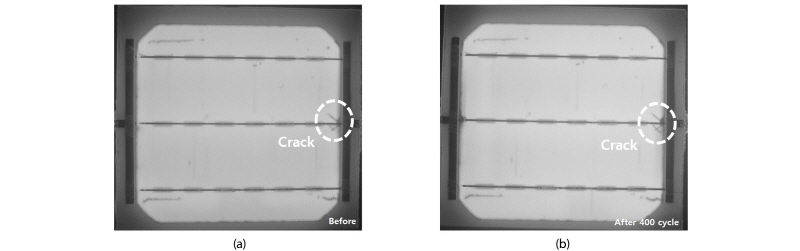
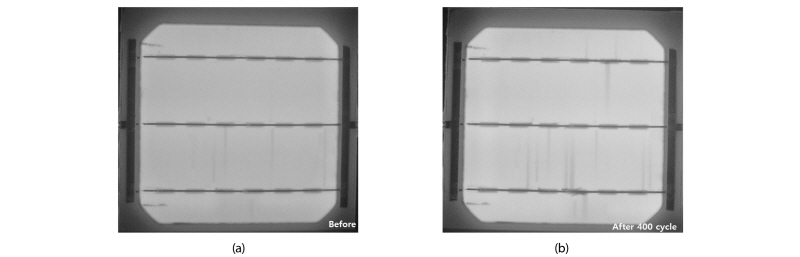
Figs. 7과 8에서는 SnCu 리본의 고온 태빙 공정과 저온 CP 공정에 대한 EL 검사를 진행하였다. Fig. 7에서는 초기 공정에 의한 파손이 발견 되었으며, 400사이클 후에 파손이 약간 증가된 모습을 볼 수 있다. Fig. 8에서는 저온 공정에서 초기 파손이 발생하지 않은 것을 나타내었다.
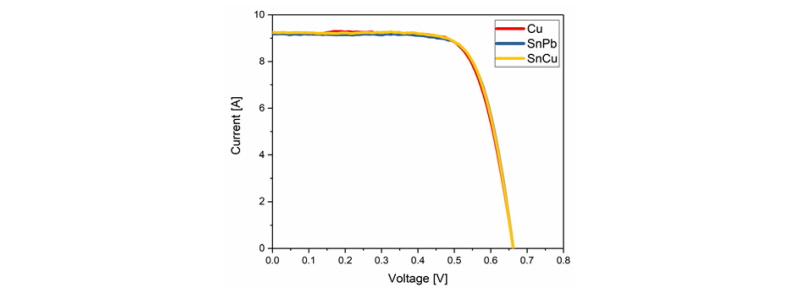
이 결과를 기반으로 CP 기반 저온 Soldering 방식을 구리로만 구성된 리본에 적용해 보았다. Fig. 9에서는 앞에서의 두 리본과 순수한 구리 리본으로 만든 태양전지모듈의 I-V 곡선을 나타내었다. 구리 리본의 경우 1,000℃이상의 높은 녹는점으로 인하여 일반적인 고온 공정으로는 태빙이 불가능하기 때문에 저온 CP 공정으로만 모듈 제작이 가능하다. 낮은 온도에서 전도성 페이스트가 녹아서 구리 리본과 결합이 되는 것을 확인할 수 있었다. 또한 기존 리본 대비 출력과 효율 면에서 거의 동등한 수준임을 알 수 있었다.
2.3 90° 접착강도 시험평가(Peel test)
앞에서 만든 저온 CP 공정 방식으로 만든 태양전지모듈은 안정적이면서 전력 손실이 없는 장점을 나타냈다. 이러한 특성의 원인을 찾아보기 위해 90° Peel test를 진행하였다.
환경시험평가와 동일하게 고온 태빙 공정과 저온 CP 공정으로 SnPb와 SnCu 리본을 태양전지와 접합시켰으며, peel test를 통해 부착력을 측정하였다. 순수하게 전도성 페이스트의 부착력과 기존 고온 태빙 공정의 부착력을 확인하기 위해 EVA와 back sheet 없이 시료를 제작하였다. Peel test측정은 Fig. 10의 장비를 통해 측정하였고, 결과를 Figs. 11과 12에 나타내었다. Fig. 11의 (a)와 (b)에서는 SnPb 리본의 고온과 저온 태빙 공정 기반 태양전지의 부착력을 시험하였는데 peel force의 평균값이 고온 태빙 공정은 1.0~2.0 N 구간에 나타나는 것을 확인할 수 있었고, 저온 CP 공정에서도 약 1.0~2.0 N으로 고온 태빙 공정과 비슷한 결과가 나온 것을 확인하였다.
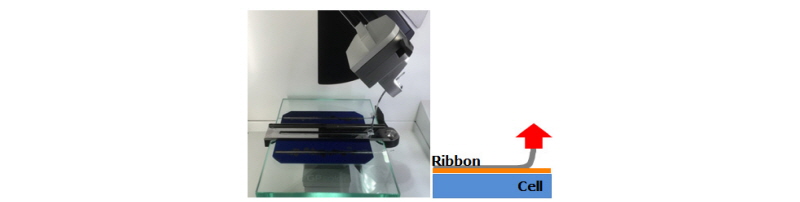
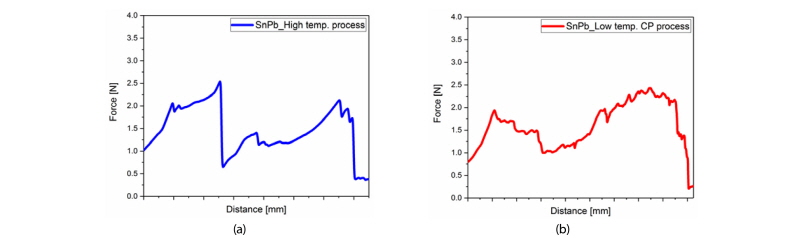
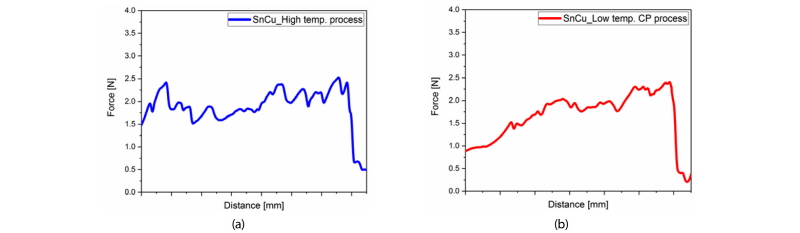
Fig. 12의 (a)와 (b)는 SnCu 리본의 peel test 결과를 나타내고 있다. (a)는 고온 태빙 공정으로 제작된 태양전지로써 1.5~2.5 N의 peel force 값을 가지고 있고, (b)는 저온 CP 공정으로써 1.0~2.0 N의 peel force 값이 관찰되었다. 위 결과로 SnPb 리본과 SnCu 리본의 고온 태빙 공정에서의 peel force는 SnCu 리본이 조금 높지만 거의 동등한 수준이라는 것을 확인할 수 있었고, 저온 CP 공정에서는 두 리본 모두 1.5 N 정도의 평균값을 가지는 것을 알 수 있었다. 이를 통해 본 논문에서 제안된 저온 CP 공정은 안정적으로 태양전지와 무연 리본을 연결시킬 수 있는 방법이라는 것이 증명되었다.
3. 결 론
태양전지모듈의 태빙 공정에서 무연계 리본인 SnCu를 이용한 모듈화를 제시하였고, 그에 따른 고온 태빙 공정을 제거하기 위해 저온 CP 공정에 대해서 제안하였다. 또한 고온 태빙 공정과 저온 CP 공정의 신뢰성 평가를 위해 온도 사이클 환경시험평가를 진행하였고, peel test를 통하여 두 공정의 접합 특성에 대해서도 알아보았다.
본 연구의 결론은 다음과 같다.
(1) 납 기반의 SnPb 대신 무연계 솔더인 SnCu를 제시하였으며, 기존 고온 태빙 공정은 열팽창계수의 차이 때문에 보잉 현상이나 파손 발생 확률이 있으므로 고온 태빙 공정을 제거하고, SnBiAg 기반 저온 CP 공정을 통해 태양전지모듈의 공정이 가능할 것으로 판단하였다.
(2) 두 리본의 고온 태빙 공정과 저온 CP 공정의 신뢰성 확보를 위해 환경시험평가 중에서 온도 사이클 시험을 진행하였다. 실험 결과, SnPb 리본에서의 고온 태빙 공정과 저온 CP 공정의 초기 출력과 400사이클 후 출력감소율은 동등한 수준으로 나타났으며 SnCu 리본도 유사한 결과를 나타내었다. 이를 통해 SnCu 리본과 저온 CP 공정은 기존의 리본과 고온 공정 대비 신뢰성을 확인하였다. 또한 순수한 구리 리본을 저온 CP 공정을 통하여 모듈을 만들었을 때 효율과 출력면에서 동등한 수준임을 알 수 있었다. 이는 순수한 구리 리본도 모듈화의 가능성이 있는 것으로 예상된다.
(3) 태양전지와 리본사이의 접합력을 확인하기 위하여 peel test를 진행하였으며, 2가지 리본과 공정에 대한 비교를 실시하였다. SnCu 리본은 고온 공정에서 1.5~2.5 N, 저온 공정에서 1.0~2.0 N 값을 가지고 SnPb 리본에서도 1.0N~2.0 N 값을 나타내었다. SnPb 대신 사용한 무연 솔더인 SnCu는 기존에 가장 많이 쓰이는 고온 공정의 SnPb 리본과 동등한 수준의 peel force 값을 나타내었다.
(4) 위와 같은 결과로 기존 고온 태빙 공정을 대체할 저온 CP 공정의 가능성을 확인할 수 있었다. 환경시험평가를 통해 전도성 페이스트의 내구성과 신뢰성을 검증하였으며 peel test를 통하여 접합력도 확인하였다. 또한 기존의 납이 첨가된 SnPb 리본은 기존 고온 공정에서 유해성이 큰 물질이다. 대체할 무연 솔더 중 하나인 SnCu 리본을 저온 CP 공정을 통한 모듈화에서 기존 모듈과 동등한 수준의 효율, 출력을 확인할 수 있었다.
(5) 위와 같은 결과로 기존 고온 태빙 공정을 대체할 저온 CP공정의 가능성을 확인할 수 있었다. 이를 통해 전도성은 좋지만 높은 녹는점을 가진 구리를 저온 CP 공정을 통해 태양전지모듈을 만들 수 있었으며, 후에 어떤 물질이든 전도성 페이스트를 이용하면 솔더링이 가능할 것으로 예상된다.
