

1. 서 론
2. 연구방법
2.1 측정 개요
2.2 실험 개요
2.3 실험 방법
3. 측정 결과
3.1 혼합 효율 측정 결과
3.2 압력손실 측정 결과
3.3 혼합 효율 지수 측정 결과
4. 결 론
기호 및 약어 설명
AHU : Air Handling Unit
OA : Outdoor Air
RA : Return Air
HVAC : Heating, Ventilation, and Air Conditioning
εS : 통계 기반 혼합 효율(Mixing effectiveness based on standard deviation) [%]
εR : 범위 기반 혼합 효율(Range-basedmixing effectiveness) [%]
s(ΔTdownstream) : 혼합장치 후단 온도 분포의 표준편차[℃]
s(ΔTupstream) : 혼합장치 전단 온도 분포의 표준편차[℃]
ΔT : 기준 온도 대비 온도 편차[℃]
ΔP : 압력 손실(Pressure drop)[Pa]
Pupstream : 혼합장치 전단 정압[Pa]
Pdownstream : 혼합장치 후단 정압[Pa]
∏p : 정규화 압력(Normalized pressure, Euler number) [–]
ρ : 공기 밀도(Air density) [kg/m3]
V : 평균 유속(Mean air velocity) [m/s]
η : 혼합 효율 지수(Mixer efficiency index) [–]
1. 서 론
기후 위기가 점차 심화됨에 따라 세계적으로 탄소중립 실현을 위한 노력이 강화되고 있으며, 대한민국 정부 또한 2050 탄소중립을 선언하고 구체적인 목표와 이행 전략을 제시하고 있다. 온실가스 종합정보센터에서 발표한 장기 저탄소 발전전략에 따르면, 간접 배출량을 포함한 국가 총 온실가스 배출량 중 건물 부문이 전체의 24%를 차지하는 것으로 나타났다. 또한 건물 부문에서 소비되는 전력 수요는 지속해서 증가하고 있으며, 이는 건축물 연면적 증가와 폭염 및 한파와 같은 이상기후 현상의 심화에 의한 것으로 분석된다1). 통계청 생활시간조사에 따르면, 사람은 하루 생활의 약 90%를 실내에서 보내는 것으로 조사되었다2). 이는 건물에서 소비되는 에너지가 온실가스 배출의 주요 원인일 뿐만 아니라, 냉방 및 난방과 같은 기본적인 생활환경을 보장하는 에너지 복지와도 밀접하게 관련되어 있음을 의미한다. 이러한 배경에서 정부는 건물 부문의 에너지 효율 향상을 통한 에너지 절감 전략을 제시했다. 특히 건물의 전체 에너지 사용 비율 중 64%가 난방/급탕 및 냉방에 집중되어 사용되는 것으로 나타나3), 공기조화 시스템의 효율 향상은 건물의 에너지 사용량 절감을 달성하기 위한 핵심 요소로 판단된다.
공기조화기(AHU)는 외기(OA)와 환류 공기(RA)를 혼합하여 실내로 공급하는 설비로, 혼합 공기의 상태는 열교환기 성능 및 시스템 운전 효율에 직접적인 영향을 미친다. 그러나 실제 AHU 시스템에서는 서로 다른 온도와 유속을 가지는 OA와 RA가 혼합되는 과정에서 덕트 단면 내 온도 및 유속 분포가 불균일하게 형성되는 문제가 발생한다.
선행연구에 따르면 이러한 공기 분포의 불균일성은 AHU의 다양한 성능 저하 요인을 유발한다. Lim and Chang (2019)4)은 공기 혼합 챔버 내 공기 분포의 불균일이 발생할 경우, 열교환기 전단에서 형성되는 국부적인 저온 영역으로 인해 코일 빙결 위험이 증가하고, 동결 방지 장치의 오작동 및 제어 헌팅 현상이 발생할 수 있음을 확인하였다4). 또한 온도 센서가 국부적인 공기 상태를 대표값으로 인식함으로써 시스템 제어가 비효율적으로 이루어지고, 결과적으로 에너지 낭비가 발생할 수 있음을 지적하였다.
이를 해결하기 위한 방법으로 다양한 공기 혼합 기술이 연구되어 왔으며, 그중에서도 별도의 구동 장치 없이 혼합이 가능한 정적 공기 혼합장치(static air mixer)가 효과적인 대안으로 제시되고 있다. 정적 공기 혼합장치는 구조가 단순하고 유지관리 비용이 낮으며, HVAC 시스템 및 성능 시험 설비에서 널리 활용되고 있다. 기존 연구에서는 루버형, 오리피스형 등의 다양한 형태의 혼합장치가 제안되었으며, 혼합 효율과 압력손실을 기준으로 성능이 비교되어 왔다. 선행연구에서는 혼합 효율이 혼합 거리, 혼합장치 간격, 루버 각도 등에 영향을 받으며, 충분한 혼합 성능 확보를 위해 일정 이상의 혼합 길이가 필요함을 확인하였다5,6).
그러나 선행 연구 대부분은 낮은 풍속 조건에서 원형 덕트와 축소된 시험 조건을 기반으로 수행되었으며, 실제 AHU 시스템에 적용되는 대형 단면 조건에서의 성능 검증은 제한적으로 이루어졌다. 실제 AHU는 이보다 훨씬 큰 단면과 높은 풍속을 가지므로, 축소 시험에서 도출된 혼합 성능이 실제 규모 조건에서도 동일하게 유지되는지에 대한 검증이 필요하다. 특히 공기 혼합 성능은 유동 규모에 영향을 받을 수 있으므로, 실제 시스템에 유사한 조건에서의 실험적 평가가 중요하다.
또한 공기 혼합장치의 성능 평가는 단순한 혼합 효율뿐만 아니라 압력 손실을 함께 고려해야 한다. 혼합 성능이 향상될수록 유동 저항 증가에 따른 압력손실이 발생할 수 있으며, 이는 팬 동력 증가로 이어져 시스템 전체의 에너지 소비를 증가시킬 수 있다. 그러므로 공기 혼합장치의 실제 적용성을 평가하기 위해서는 혼합 성능과 압력손실을 동시에 고려한 종합적인 성능 평가가 필요하다.
따라서 본 연구에서는 실제 AHU 단면 크기에 해당하는 1 m × 1 m 덕트에 정적 공기 혼합장치를 적용하여 공기 혼합 성능 및 압력손실 특성을 실험적으로 비교 분석하였다.
2. 연구방법
2.1 측정 개요
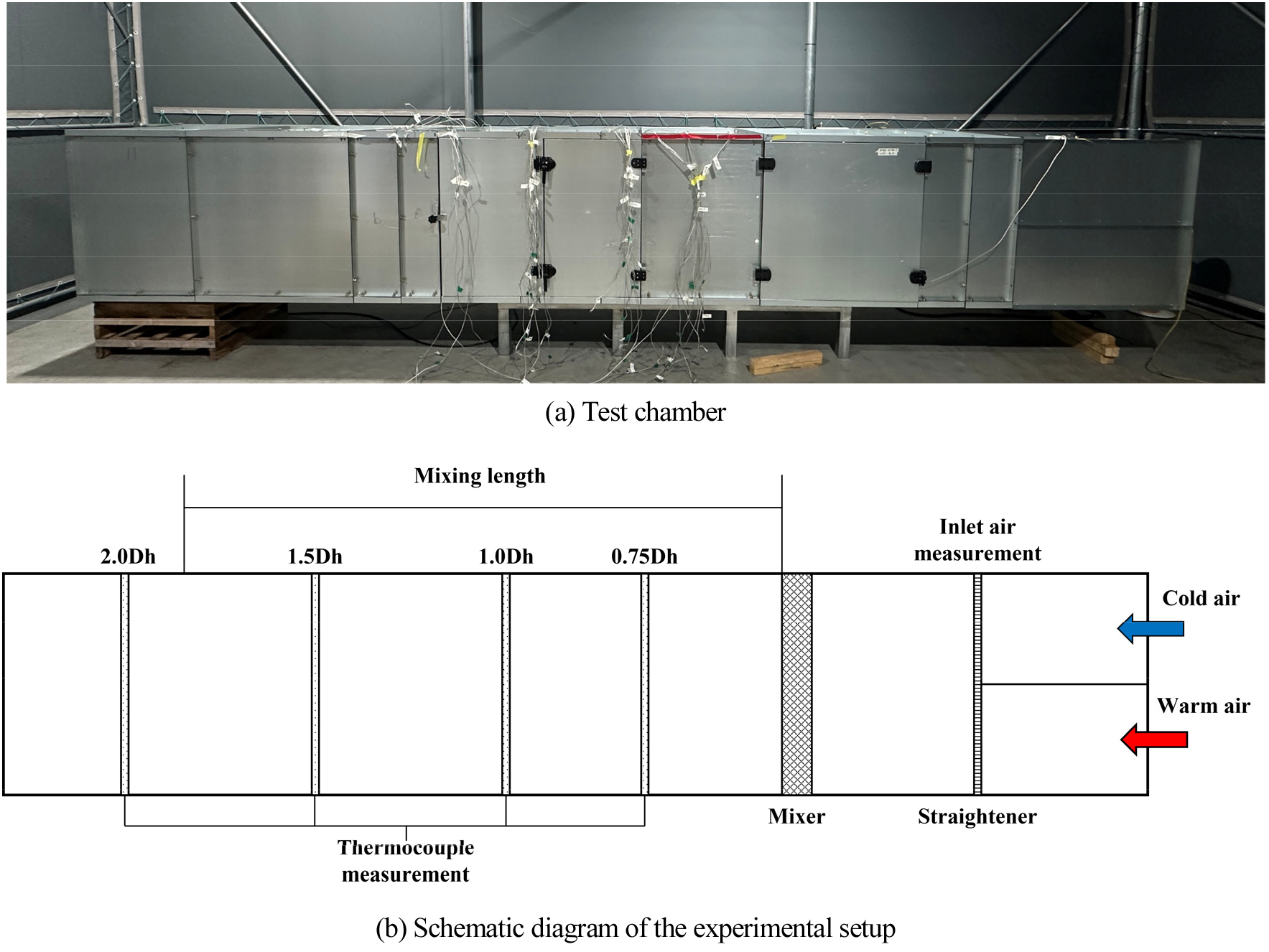
본 실험은 실험용 챔버를 구성하여 수행되었으며, 서로 다른 온도의 공기 흐름을 분리하여 혼합장치에 공급하기 위해, Warm air와 Cold air가 수평 방향으로 상·하부로 분리된 형태의 실험용 챔버를 사용하였다. 이러한 형상은 상·하부 공기층의 경계를 명확하게 유지할 수 있어, 덕트 단면 내 온도 층화 및 불균일한 온도 분포 조건을 형성하기 유리하다. 또한 수평 형태 덕트는 선행연구에서 공기 혼합 성능 평가를 위해 사용된 챔버 구조로, 서로 다른 온도의 공기가 한 단면에서 합류할 때 발생하는 혼합 특성을 분석하는 데 적합한 형상으로 판단된다. 따라서 본 연구에서는 선행연구에서 제시된 혼합 조건을 참고하여, 상·하부로 온도가 다른 공기를 분리·공급할 수 있는 수평 형태의 실험용 챔버를 대상으로 정적 공기 혼합장치의 성능을 평가하였다. 실험은 실내 공간에서 진행함으로써 외부 기상 조건의 영향을 최소화하고 안정적인 측정 조건을 확보하였다. Fig. 1은 실험에 사용된 전체 실험 장치 구성을 나타낸다. (a)는 실제 실험 챔버 사진이며, (b)는 혼합장치의 위치와 열전대 측정 위치를 포함한 실험 장치 개략도를 나타낸다. 혼합 조건을 형성하기 위해 서로 다른 온도의 공기 흐름을 사용하였다. Warm air는 덕트 내부에 설치된 전기 히터를 이용하여 가열하였으며, Cold air는 외기를 사용하였다.
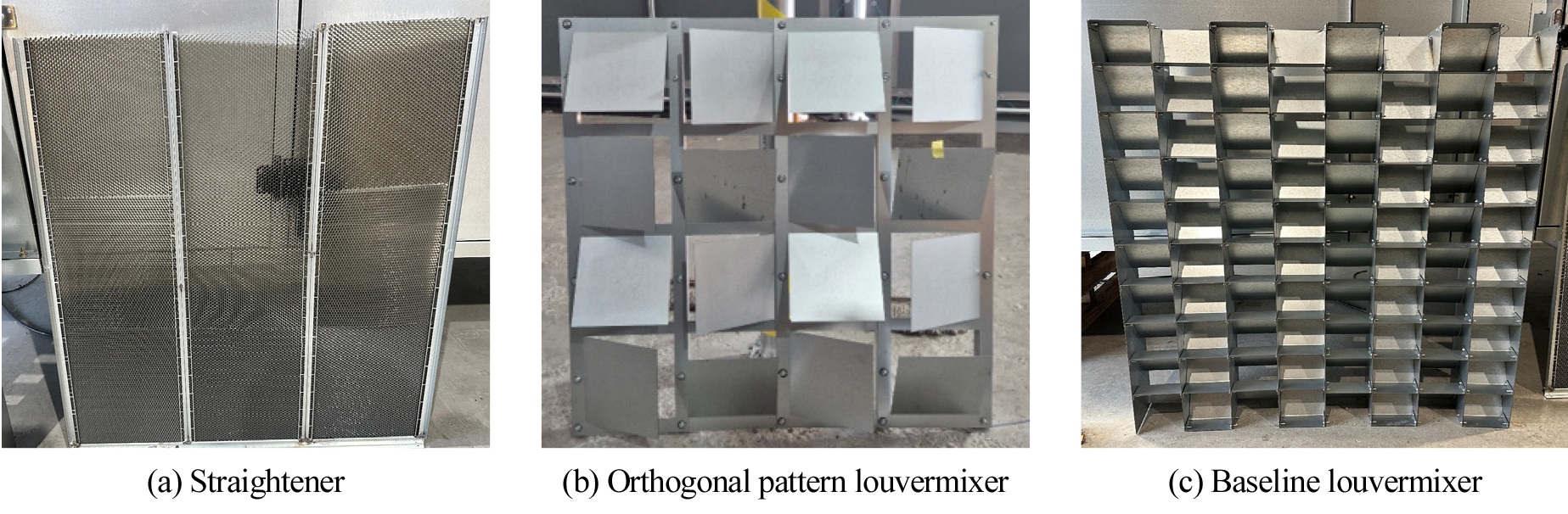
공기 혼합 성능 평가는 정적 공기 혼합 장치와 Straightener로 평가하였다. Fig. 2는 본 연구에서 사용된 공기 혼합장치이다. (a)는 Straightener, (b)는 Orthogonal pattern louver mixer, (c)는 Baseline louver mixer이다. Straightener는 덕트 내 유동을 정렬하여 난류를 감소시키는 역할을 하며, 혼합 장치에 도달하기 전 발생할 수 있는 자연 혼합을 최소화함으로써 혼합 장치 자체의 성능을 보다 명확하게 평가하기 위해 사용되었다. 혼합 장치는 루버 형상을 기반으로 제작된 Baseline louver mixer와 직교 배열 구조 형상을 기반으로 제작된 Orthogonal pattern louver mixer를 사용하였으며, 형상의 차이에 따른 혼합 성능을 비교하였다. Orthogonal pattern louver mixer는 직교 배열 구조를 통해 공기 유동의 3차원 혼합을 유도하도록 설계된 장치이다.
풍속은 열선 풍속 프로브(Testo 400)를 이용하여 측정하였으며, 측정 정확도는 0 ~ 20 m/s 범위에서 ±(0.03 m/s + 4% of measured value), 20 ~ 30 m/s 범위에서 ±(0.5 m/s + 5% of measured value)이다. 풍속 측정은 Straightener 후단부 지점에서 Cold air와 Warm air 각 3개 지점을 측정하여 평균값을 사용하였으며, 실제 공조기 운전 조건을 고려하여 2.5 m/s로 설정하였다. Fig. 3는 실험에 사용된 Inlet 구성을 나타낸 것으로, Warm air와 Cold air가 각각 별도로 공급되는 구조를 보여준다.

압력은 Testo 400 장비를 이용하여 측정하였으며, 덕트 측면에 설치된 정압 탭을 통해 차압을 측정하였다. 압력 측정은 KS B 6311:20227) 기준을 참고하여 수행하였으며, 차압 측정 정확도는 0 ~ 25 hPa 범위에서 ±(0.3 Pa + 1% of measured value), 25 ~ 200 hPa 범위에서 ±(0.1 hPa + 1.5% of measured value)이다.
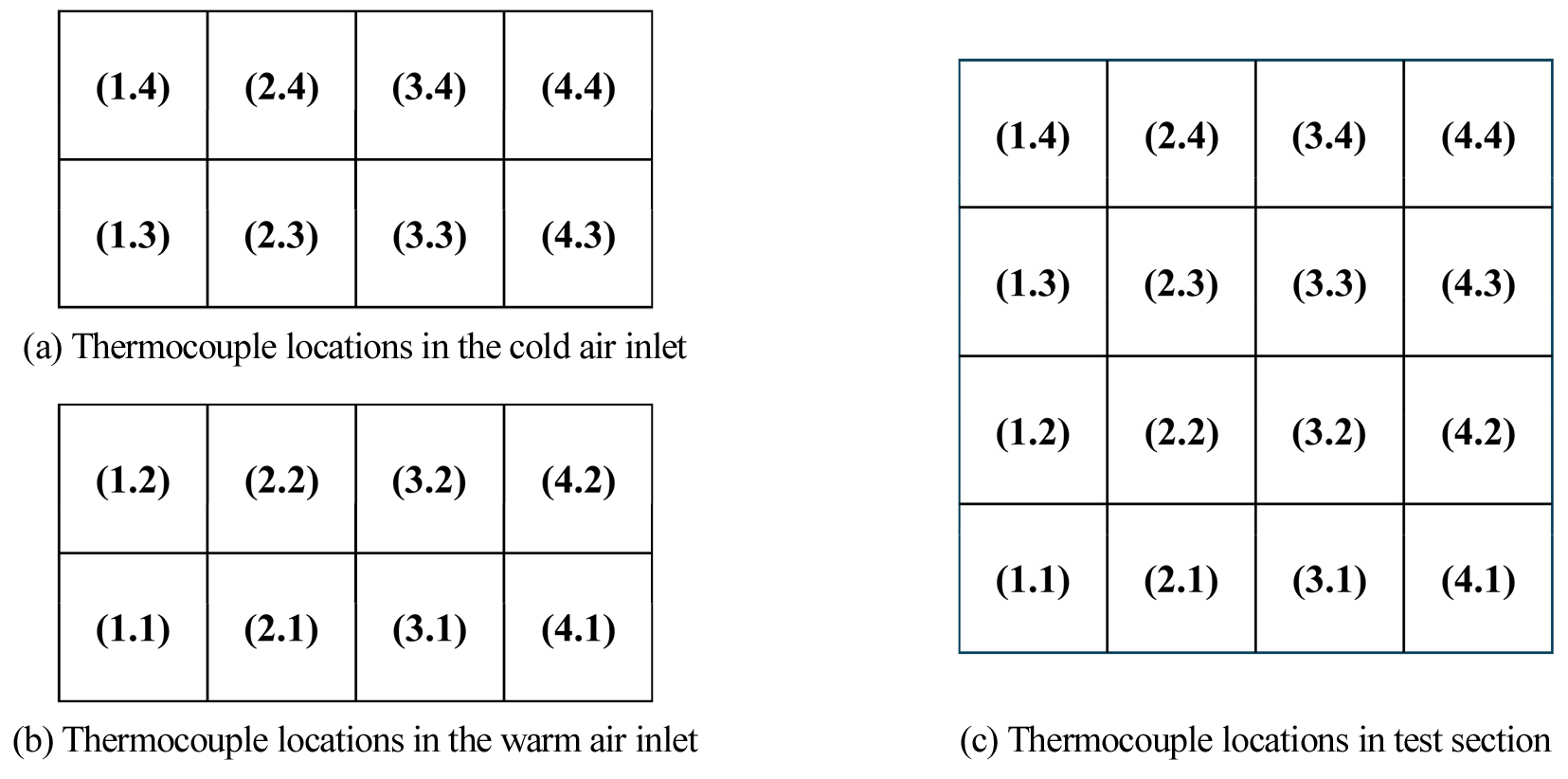
온도 측정은 K-type 열전대를 이용하여 수행하였으며, Inlet 단면에서 Warm air와 Cold air 영역 각각 8개 지점을 측정하였고, 덕트 내부에서는 각 측정 거리마다 16개 지점을 동시에 측정하였다. 측정 위치는 그리드의 중심에서 온도를 측정하였다. 측정 거리는 RP-17338)의 가이드라인을 참고하여 덕트 직경(Dh)의 2Dh를 최대 혼합 거리로 설정하고, 혼합 장치로부터 0.75 Dh, 1.0 Dh, 1.5 Dh, 2.0 Dh 위치에서 온도 분포를 측정하였다. Fig. 4은 Inlet 및 시험 구간에 설치된 열전대 위치를 좌표 형태로 나타낸 것이다.
실험 기간 동안 Inlet 조건에서의 온도는 Warm air의 경우 평균 19.8 ± 2.1℃로 나타났으며, Cold air는 평균 12.4 ± 0.6℃로 측정되었다. 각 실험은 25분 이상 수행되었으며, 초기 5분은 히터 가열 및 유동 안정화 구간을 두었다. 이후 안정화된 약 20분 구간의 데이터를 활용하여 평균값을 산정하였다.
2.2 실험 개요
본 연구에서는 AHU 덕트 내 공기 혼합 성능을 평가하기 위해 서로 다른 형태의 공기 혼합 조건을 설정하였다. 실험은 혼합 장치의 유무 및 형상에 따라 총 3가지 Case로 구분하여 수행하였다. Case는 Straightener만 설치된 조건, Baseline louver mixer가 설치된 조건, 그리고 Orthogonal pattern louver mixer가 설치된 조건으로 구성하였다. 이때 혼합장치가 적용된 Case (Baseline louver mixer, Orthogonal pattern louver mixer)의 경우, 혼합장치 전단에 Straightener를 함께 설치하였다. 이는 유입 유동에서 발생할 수 있는 선행 혼합(pre-mixing) 효과를 최소화하고, 혼합장치에 도달하는 유동 조건을 최대한 균일하게 유지함으로써 혼합장치 자체의 혼합 성능을 보다 명확하게 평가하기 위함이다. Table 1은 각 케이스와 실험 조건을 정리한 것이다.
실험에 사용된 덕트는 실제 공조기 조건을 고려하여 1 m × 1 m의 사각 단면으로 제작되었으며, 각 Case에서 공기 혼합장치는 덕트 내부 동일 위치에 설치하여 장치 형상에 따른 혼합 성능 차이를 비교하였다.
Table 1
Experimental conditions and test cases
| Case |
Mixing length (Dh) |
Cold air velocity (m/s) |
Warm air velocity (m/s) |
| Straightener | 0.75 | 2.5 | 2.5 |
| 1.0 | |||
| 1.5 | |||
| 2.0 | |||
| Baseline louver mixer | 0.75 | ||
| 1.0 | |||
| 1.5 | |||
| 2.0 | |||
|
Orthogonal pattern louver mixer | 0.75 | ||
| 1.0 | |||
| 1.5 | |||
| 2.0 |
2.3 실험 방법
본 연구에서는 공기 유동 내 온도 불균일을 감소시키는 혼합장치의 성능을 정량적으로 평가하기 위해 선행연구에서 사용한 지표인 혼합 효율 개념을 적용하였다. 혼합 효율이 100%인 경우 가장 이상적인 혼합 상태를 의미하며, 이는 공기 유동 내 온도 분포가 완전히 균일함을 의미한다. 반대로 혼합 효율이 0%인 경우 혼합이 전혀 이루어지지 않은 상태를 의미한다.
기존 연구에서는 혼합 효율을 평가하기 위한 다양한 지표가 제안되어 있으며9,10), 크게 온도 범위 기반의 방법과 통계 기반의 방법으로 구분된다. 온도 범위 기반 방법은 혼합장치 전단과 후단에서의 최대 및 최솟값만을 고려하는 방법으로 열교환기 결빙 또는 결빙 방지 장치 오작동과 같은 극단적인 온도 조건이 중요한 경우에 적합한 평가 방식이다. 그러나 단일 이상값(outlier)이 결과에 큰 영향을 미칠 수 있으며, 이는 혼합 성능을 왜곡할 가능성이 있다는 한계가 있다. Faison et al. (1966)9)은 온도 범위 기반 혼합 효율을 다음과 같이 정의하였다.
이에 따라 Faison et al. (1970)10)은 통계 기반 혼합 효율을 추가로 제안하였다. 통계 기반 방법은 모든 측정값을 반영하여 혼합장치 하류에서의 온도 균일성을 평가하는 방식이다. 해당 방법은 모든 측정된 온도 데이터를 고려하여 혼합장치 하류에서의 온도 분포 균일성을 보다 정확하게 평가할 수 있다. 따라서 혼합 성능 평가에 있어보다 적합한 지표로 활용되므로, 본 연구에서는 통계 기반 혼합 효율을 사용하였다. 통계 기반 혼합 효율은 다음과 같이 정의된다.
압력손실은 혼합장치 설치에 따른 유동 저항 증가를 평가하기 위하여 산정하였다. 압력은 덕트 측면에 설치된 정압 탭을 통해 측정하였으며, 혼합장치 전단과 후단의 정압 차를 이용하여 다음과 같이 계산하였다.
압력손실은 혼합장치의 형상과 유동 교란 특성에 따라 달라지며, 일반적으로 혼합 성능이 향상될수록 유동 저항이 증가할 가능성이 있다. 따라서 혼합장치의 성능 평가는 혼합 효율만으로 판단하기 어렵고, 압력손실을 함께 고려할 필요가 있다.
한편, 압력손실은 유속 조건에 따라 달라질 수 있으므로 서로 다른 조건 간의 직접 비교를 위해 정규화가 필요하다. 이에 본 연구에서는 압력손실을 동압으로 나누어 정규화한 압력 지표를 사용하였다. 정규화 압력은 다음과 같이 계산하였다.
이 식은 압력손실을 유동의 운동에너지 수준에 대해 상대적으로 평가하기 위한 것으로, 동일한 유동 조건에서 혼합장치 형상에 따른 압력 특성을 비교하는 데 활용하였다. 즉, 값이 클수록 동일 유속 조건에서 상대적으로 큰 압력손실이 발생함을 의미한다. 마지막으로, 혼합 성능과 압력손실 특성을 동시에 고려하기 위해 혼합 효율 지수를 산정하였다. 이는 혼합 효율과 정규화 압력의 비로 정의하였으며, 다음과 같이 계산하였다.
혼합 효율 지수는 동일한 유동 조건에서 혼합장치가 압력손실 대비 얼마나 효과적으로 혼합 성능을 발휘하는지 나타내는 지표이다. 즉, 혼합 효율이 높고 압력손실이 상대적으로 작을수록 혼합 효율 지수는 크게 나타난다. 본 연구에서는 각 혼합장치의 상대적인 성능 비교를 위해 해당 지표를 적용하였다.
3. 측정 결과
3.1 혼합 효율 측정 결과
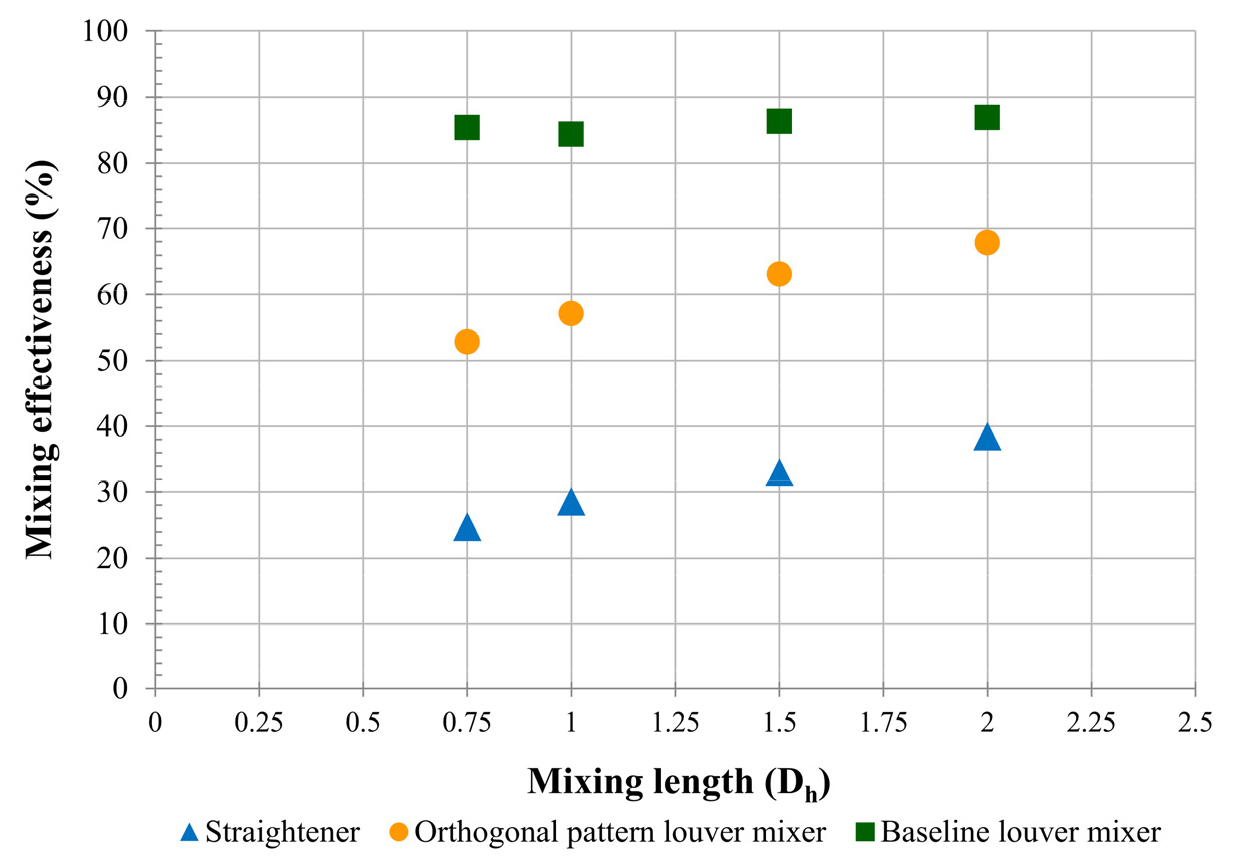
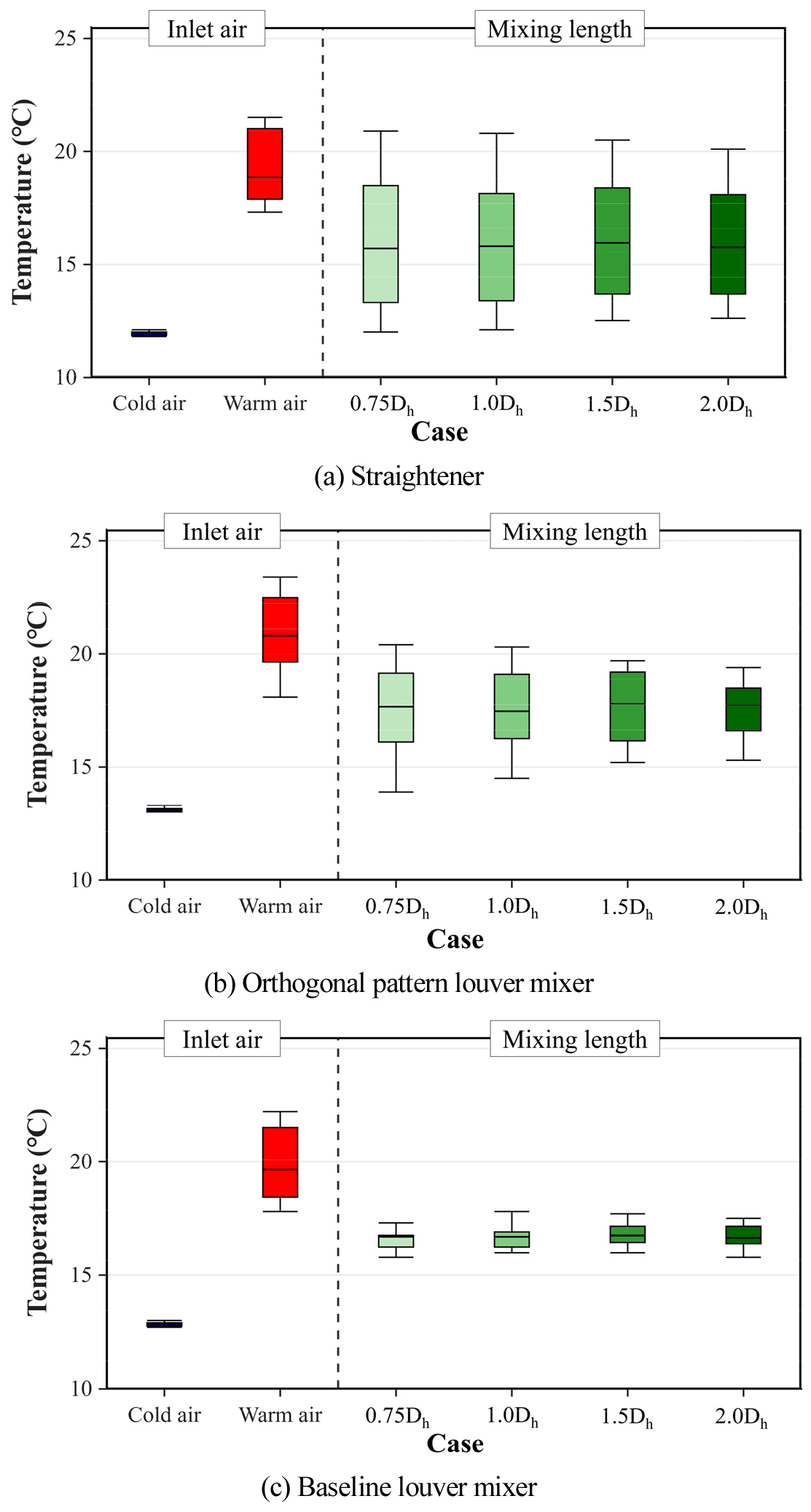
Fig. 5는 혼합장치 조건에 따른 혼합 효율을 비교한 결과이며, Fig. 6은 혼합장치별 덕트 단면 온도 분포를 boxplot으로 나타낸 것이다. Straightener 조건에서는 0.75 Dh에서 24.7%, 2.0 Dh에서 38.5%로 측정되었으며, 거리 증가에 따라 혼합 효율이 점진적으로 증가하는 경향을 보였다.
Baseline louver mixer는 모든 조건에서 가장 높은 혼합 효율을 나타냈다. 혼합 효율은 0.75 Dh에서 85.3%, 1.0 Dh에서 84.3%, 1.5 Dh에서 86.2%, 2.0 Dh에서 86.8%로 나타났으며, 짧은 거리에서도 높은 혼합 성능을 확보하는 것으로 확인되었다.
Orthogonal pattern louver mixer의 경우 혼합 효율은 0.75 Dh에서 52.8%, 1.0 Dh에서 57.1%, 1.5 Dh에서 63.1%, 2.0 Dh에서 67.9%로 나타나 거리 증가에 따라 점진적으로 증가하는 경향을 보였다. 그러나 동일 조건에서 Baseline louver mixer 대비 낮은 혼합 성능을 보였다.
Straightener 조건의 혼합 효율이 다른 혼합장치 조건에서보다 낮게 측정된 이유는 유동 정렬로 인해 상·하부 공기층 간 혼합이 억제된 결과로 판단된다. 이러한 결과는 정적 공기 혼합장치가 AHU 혼합부에서 발생하는 상·하부 온도층을 효과적으로 붕괴시키고, 코일 입구 단면에서보다 균일한 온도분포를 형성하는 데 기여함을 의미한다.
3.2 압력손실 측정 결과
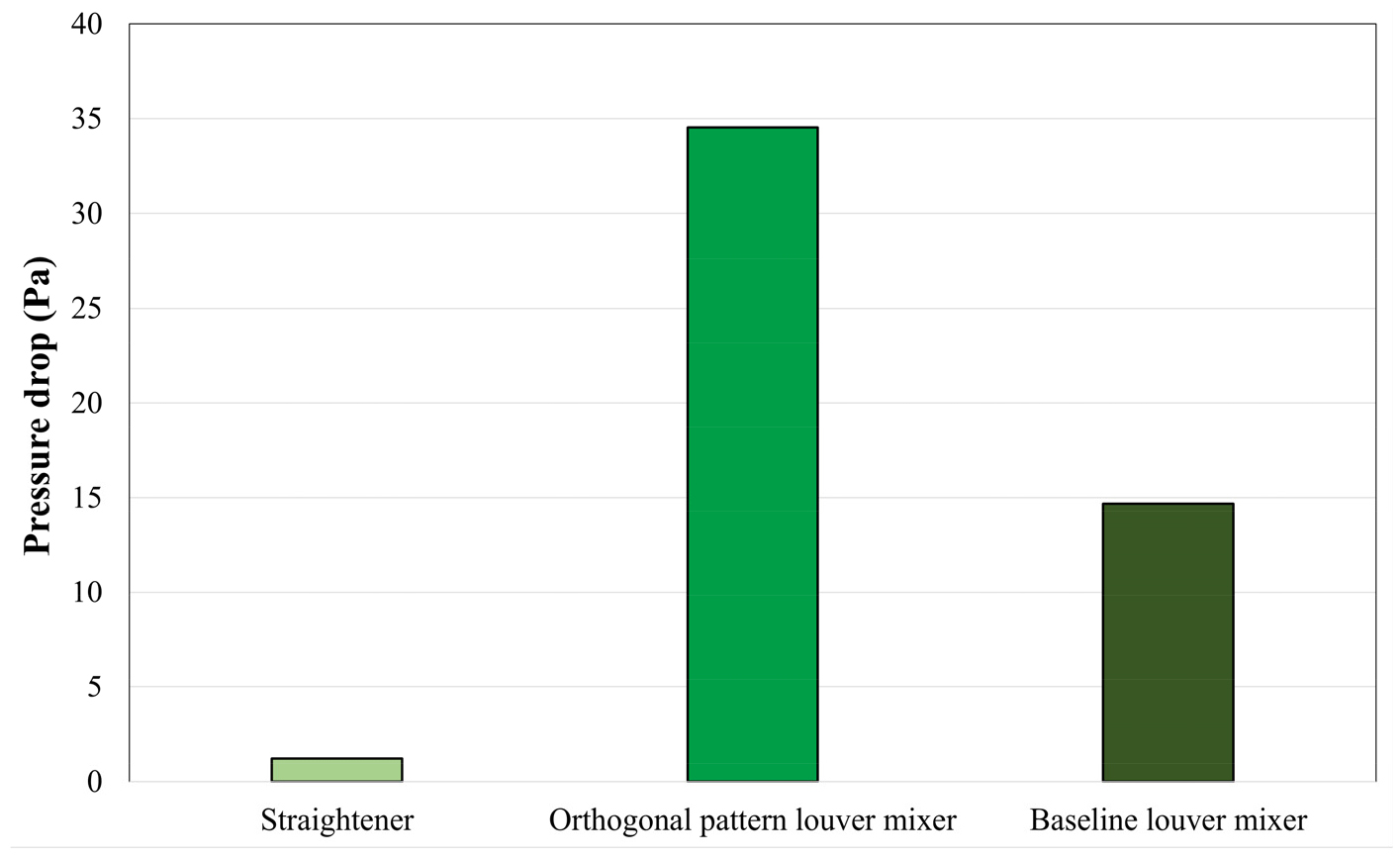
Fig. 7는 압력손실을 비교한 결과이다. Straightener 조건에서는 1.23 Pa로 측정되었다. Baseline louver mixer는 14.69 Pa의 압력손실을 나타냈으며, 혼합 성능 향상에 따른 유동 저항 증가가 확인되었다. Orthogonal pattern louver mixer는 34.54 Pa로 가장 높은 압력손실을 나타냈으며, 이는 복잡한 유동 교란 구조가 유동 저항 증가에 영향을 미친 것으로 판단된다.
3.3 혼합 효율 지수 측정 결과
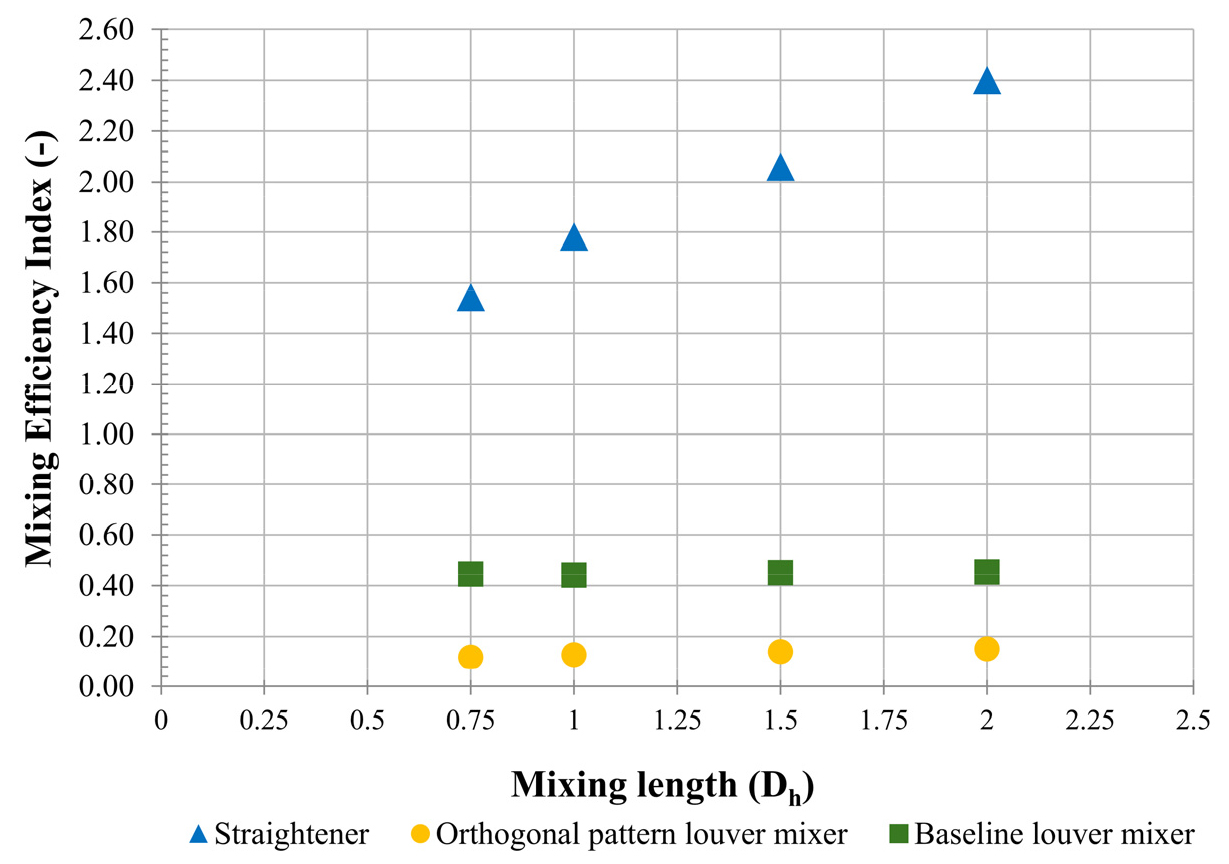
Fig. 8은 혼합 성능과 압력손실을 동시에 고려하기 위해 혼합 효율 지수를 산정하여 비교한 결과이다. 혼합 효율 지수 또한 거리가 증가 함에 따라 점진적으로 증가하는 경향을 보였고, 1.5 Dh 위치 기준 혼합 효율 지수는 Straightener 조건이 약 2.06, Baseline louver mixer가 약 0.45, Orthogonal pattern louver mixer가 약 0.14로 나타났다. 그러나 Straightener 조건은 혼합 성능이 낮음에도 불구하고 압력 손실이 매우 작기 때문에 지수가 과대평가된 것으로 판단된다.
4. 결 론
본 연구에서는 실제 AHU 단면 조건(1 m × 1 m)에서 정적 공기 혼합장치의 혼합 성능 및 압력 손실 특성을 실험적으로 분석하였으며, 다음과 같은 결론을 도출하였다.
첫째, 정적 공기 혼합장치의 적용은 AHU 덕트 내 온도 분포의 불균일성을 유의미하게 해소시키는 것으로 나타났다. 특히 Baseline louver mixer는 짧은 혼합 길이에서도 높은 혼합 효율을 확보하여, 혼합장치가 없는 조건에서 관찰되는 상·하부 온도 불균일성을 크게 감소시키는 것으로 확인되었다. 이와 같이 개선된 온도 분포는 AHU 코일 전단에서 국부 저온 영역으로 인해 발생할 수 있는 코일 빙결, 동결 방지 장치의 오작동 및 제어 헌팅 현상을 완화할 수 있는 물리적 기반을 제공한다. 또한 보다 균일한 온도 분포 상태로 코일을 통과하게 함으로써 열교환 효율 및 시스템 운전 안정성 향상에 긍정적인 영향을 줄 수 있을 것으로 판단된다.
둘째, 압력 손실은 Orthogonal pattern louver mixer에서 34.54 Pa로 가장 크게 나타났으며, Baseline louver mixer는 14.69 Pa로 상대적으로 낮은 값을 나타냈다. Straightener 조건에서는 매우 낮은 압력 손실이 나타나 혼합 장치에 따른 유동 저항 증가 경향이 확인되었다.
셋째, 혼합 효율 지수는 Straightener 조건에서 압력 손실이 매우 작아 상대적으로 크게 산정되었으며, 이는 지표의 계산 구조에 기인한 결과로 판단된다. 따라서 혼합 효율 지수는 혼합 장치가 없는 조건을 포함한 절대 비교보다는, 실제 혼합 기능을 갖는 장치 간의 상대 비교 지표로 해석하는 것이 타당하다. 이 기준에서 Baseline louver mixer는 Orthogonal pattern louver mixer 대비 높은 혼합 효율 지수를 나타내어 가장 우수한 성능을 보였다.
하지만, 본 실험은 실제 AHU의 혼합부 형상을 그대로 재현한 것이 아니라, Warm air와 Cold air를 상·하부로 분리하여 유입시키는 수평 분리 형태의 덕트 조건을 임의로 구성하여 수행되었다. 따라서 본 연구에서 사용한 공기 유입 조건은 실제 AHU의 공기 유입 설계와 완전히 일치하지 않는다는 한계를 가진다. 이러한 한계를 보완하기 위하여, 향후 연구에서는 실제 AHU 혼합부에 정적 공기 혼합장치를 적용한 실규모 실험 또는 현장 측정을 통해 혼합 효율을 평가하고, 운전 조건별로 요구되는 적정 혼합 효율 수준을 제안할 계획이다.
