

1. 서 론
2. 실험 방법
2.1 해석모델 및 설계
2.2 구조해석 조건 및 실험용 샘플 제작
3. 결과 및 고찰
3.1 각도에 따른 응력 및 변형률 분석
3.2 각도에 따른 반력 분석
3.3 온도에 따른 응력 및 변형률 분석
3.4 온도에 따른 반력 분석
3.5 최적 공정 조건 도출 및 실제 공정 적용
4. 결 론
1. 서 론
전 세계 태양광 시장이 빠르게 성장하고 있는 만큼 사용 수명이 다한 태양광 모듈이 대량 발생할 것이므로 이에 대한 처리 방안 또한 고려되어야 할 것이다. IRENA (International Renewable Energy Agency) 보고서에 따르면 2030년에 최대 800만톤, 2050년에는 최대 7,800만톤의 태양광 폐모듈이 발생 될 것으로 예상 된다1). 대량의 태양광 폐모듈을 처리하기 위해 유럽연합(EU)에서는 2012년부터 전기·전자폐기물 처리 지침(Waste Electrical and Electronic Equipment, WEEE) 지침에 태양광 모듈도 포함 시켜 회수 및 재활용을 법적으로 의무화 시켰다2,3). 국내의 경우에도 제품 생산자에게 그 제품이나 포장재의 폐기물에 대하여 일정량의 재활용의무를 부여한 제도인 생산자책임재활용(Extended Producer Responsibility, EPR)제도가 2023년부터 시행되어 태양광 폐모듈 재활용에 관련한 기술적 연구가 활발히 진행되고 있다4).
일반적으로 결정질 실리콘 태양광 모듈은 모듈의 둘레를 감싸고 있는 알루미늄 프레임과 모듈 후면의 정션박스 모듈 내에는 유리와 밀봉재(Ethylene vinyl acetate, EVA), 태양전지, 백시트 등으로 구성되어 있다5). 태양광 모듈을 재활용하기 위해서는 알루미늄 프레임과 정션박스의 제거가 선행되어야 하며 이후 모듈 내부의 구성요소의 분리를 통해 유리, 태양전지 등의 부품을 회수하여 실리콘 및 유가금속과 같은 소재들을 회수할 수 있다.
태양광 폐모듈을 재활용하는 방법에는 크게 화학적, 열적, 물리적인 방법으로 구분 된다6). 화학적 방법을 이용할 경우 공정이 끝난 후에도 EVA를 제거하기 위해 추가적인 열처리 공정이 필요하며, 공정 후 발생될 폐용액 처리에 대한 문제가 있다7). 열적 공정을 이용할 경우 효율적인 분리가 가능하지만 고온의 온도를 유지하기 위한 에너지 소모가 심하며, 공정 후 배출되는 가스를 처리하는데 문제가 있다6,8). 일반적인 물리적 방법을 이용할 경우 태양광 패널의 알루미늄 프레임과 정션박스를 해체한 후 모듈을 파쇄기에 투입하여 파쇄하는 형식으로 진행 된다9). 해당 방식의 재활용은 파쇄 중 유리와 모듈 구성요소들의 혼합으로 인해 태양광 폐모듈의 가장 큰 무게 비중을 차지하는 유리의 순도가 떨어진다는 단점이 있다.
본 논문에서는 에너지 소모가 적으면서 높은 순도의 유리를 회수할 수 있는 장비인 스크레이퍼의 구조해석을 통한 모듈 분리 거동을 확인하였다. 스크레이퍼는 모듈의 유리와 EVA 사이 계면에 가열된 블레이드가 진입하여 전면 유리 층을 제외한 나머지 재료인 샌드위치를 분리시켜 고순도의 유리를 회수하는 장비를 말한다. 이때 중요한 변수는 블레이드의 손상을 최소화하면서 모듈 분리가 원활히 되는 최적 공정 조건을 찾는 것이다. 본 논문에서는 유리와 접촉하는 블레이드의 응력, 반력, 변형률을 유한요소해석 프로그램인 LS-DYNA를 이용하여 구조해석을 진행하였고 이를 통해 도출된 최적 공정 조건을 적용하여 실제 모듈 분리를 하는 연구를 수행하고자 한다.
2. 실험 방법
2.1 해석모델 및 설계
유한요소모델은 1차원, 2차원 및 3차원 기하 형상에 따라 모두 다른 요소 형상 및 요소 수식화(Element type)을 사용한다. 본 논문에서는 2차원 솔리드 및 평면 변형율 조건으로 유한요소모델을 생성하였다. 2차원 솔리드 유한요소모델은 모든 절점(Node)의 자유도(Degree of freedom)가 병진 방향(UX, UY)으로만 기술되고, 회전 자유도(ROTZ)가 없는 것이 특징이다. 태양광 모듈과 같이 폭 대비 두께가 얇은 구조물을 절삭 가공할 때 가장 지배적인 변형 형상은 굽힘 변형이다. 솔리드 요소의 큰 단점은 회전 변형을 병진 자유도를 활용하여 변형을 표현하기 때문에, 순수 굽힘이 작용할 경우 요소 내에서 전단 잠김(Shear locking)이 발생할 수 있다. 이러한 물리적 현상을 방지하고자 감차 적분(Reduced Integration)을 적용하여 분석을 수행하였다.
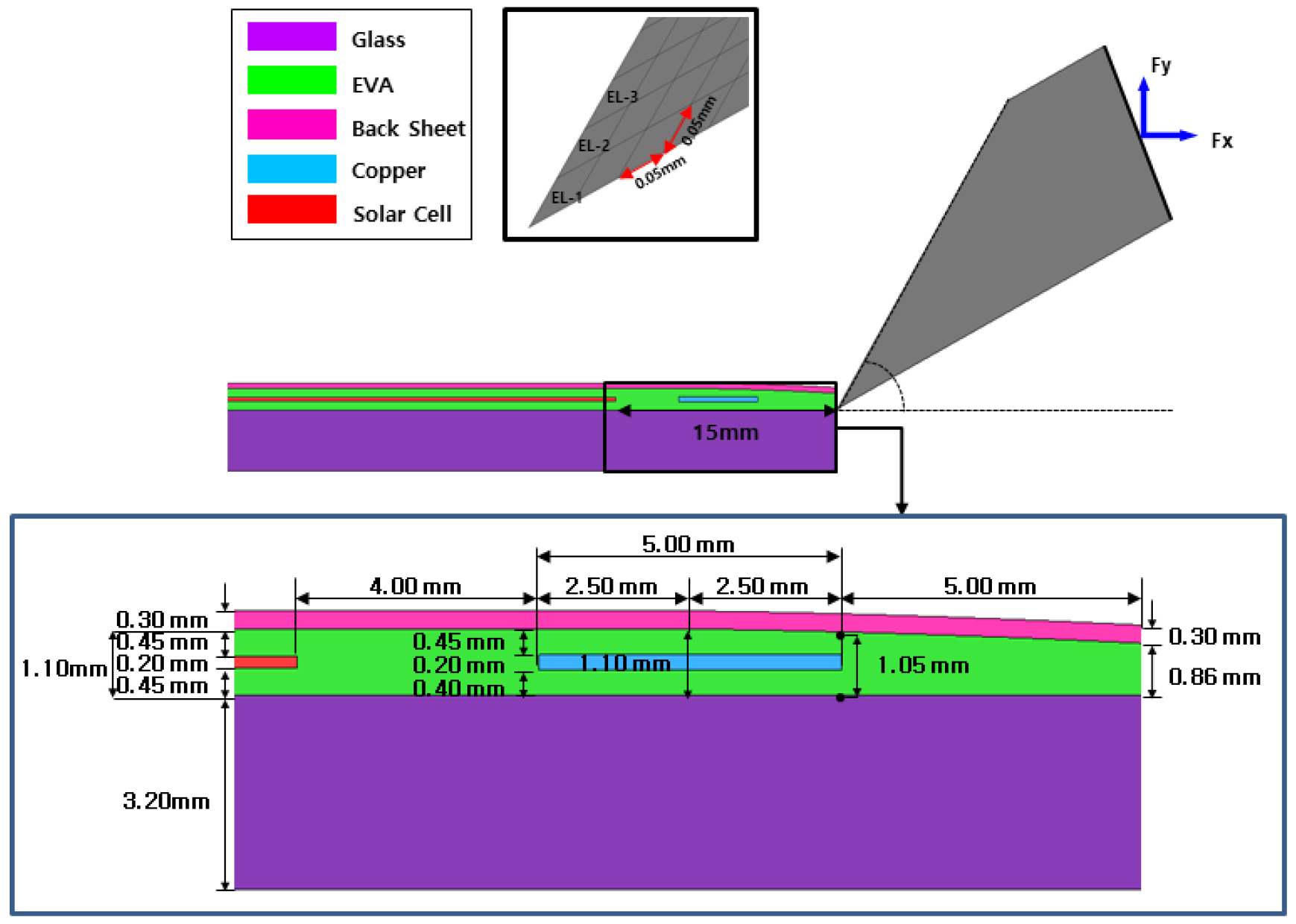
Fig. 1은 구조해석을 수행하기 위해 모듈의 단면 및 절삭하는 블레이드의 모식도를 나타내었다. 구조해석에 사용된 모듈의 모델은 상용모듈인 60-Cell 모듈을 기준으로 진행하였다. 60-Cell 모듈의 폭 방향의 길이는 약 1000 mm이고, Interconnection Cu Ribbon의 폭 방향의 길이는 약 1 mm로 일부분만 존재하므로 전체 분리 공정의 거동은 Cu Ribbon이 없는 단면의 거동이 지배적일 것이라 가정하고 Interconnection Cu Ribbon을 제외하고 해석을 진행하였다.
스크레이퍼 공정에 영향을 미치는 인자는 크게 응력, 반력, 변형률이다. 먼저 응력의 경우 블레이드가 EVA를 절삭하면서 분리할 때 블레이드의 모서리 영역에서 응력이 집중된다. 블레이드의 항복강도 대비 내부 응력 값이 클 경우 블레이드의 영구 변형이 발생하게 되며 공구 수명에 큰 영향을 미친다. 반력의 경우 블레이드의 수평 반력(FX)과 수직 반력(FY)의 합력 값인 FR이 실제 작용하는 스크레이퍼 작동 동력보다 큰 경우 유리 분리공정이 개시가 되지 않거나 분리 도중 장비가 멈출 수 있다. 변형률은 블레이드의 탄성영역을 넘어서 영구변형이 일어나는 경우 소성 변형이 적용되어 공구 수명 및 분리 공정에 영향을 미칠 수 있다. 이러한 이유로 본 논문에서는 유리를 분리하는 동안의 블레이드 모서리 부분인 EL-1에 대한 응력, 반력, 변형률을 확인하였다.
2.2 구조해석 조건 및 실험용 샘플 제작
구조해석에 적용할 모듈 구성요소 및 블레이드의 기계 및 물리적 성질은 Table 1과 같이 나타내었다. 해당 내용들은 문헌을 통해 참고하여 나타내었다. 구조해석에 적용한 자세한 조건은 아래 Table 2와 같이 진행하였다. 공정에 사용될 변수는 블레이드와 유리판이 이루는 여유 각, 블레이드 이동 속도, 블레이드 온도를 공정변수로 정하였다. 블레이드의 이동거리는 35 mm로, 블레이드의 이동속도는 1600 mm/min으로 고정하여 진행하였고 블레이드 진입각도 및 블레이드 온도에 따른 구조해석을 진행하였다.
Table 1
Material properties
|
Type of materials |
Density [ton/mm3] |
Modulus of Elasticity [MPa] |
Poisson’s ratio |
Yield Strength [MPa] |
Fracture Strain [%] |
Fracture Strength [MPa] |
| Blade | 7.83E-0910) | 190,00011) | 0.3010) | 540.010,11) | - | - |
| Glass | 2.50E-09 | 70,000 | 0.20 | - | - | - |
| Copper | 8.70E-0912) | 85,40012) | 0.3412) | 95.113) | - | - |
| Back Sheet | 2.52E-0912) | 3,15014) | 0.4012) | 80.014) | - | - |
| EVA | 9.60E-1012) | 7.212) | 0.49912) | 0.71 | 450 | - |
| Solar Cell | 2.50E-0912) | 130,00012) | 0.2212) | - | - | 130 |
Table 2
Parameter for separating analysis
| Blade Moving Distance (mm) | Blade Velocity (mm/min) | Angle of Blade (θ) | Blade Temp (°C) |
| 35 | 1600 | 55 | 25 |
| 65 | 85 | ||
| 75 | 145 |
구조해석을 통해 도출된 최적 공정 조건을 실제 모듈 분리 실험에 적용하기 위해 태양전지가 가로, 세로 2 × 5로 배열된 10-Cell 모듈을 강화유리/EVA (EVA, HANWHA SOLUTION “HEP”)/태양전지/백시트(Backsheet, SFC, “SPE-35E”) 순으로 모듈을 적층한 후 라미네이션 공정을 통해 제작하였다. 제작한 모듈의 모습을 Fig. 2에 나타내었다.

3. 결과 및 고찰
3.1 각도에 따른 응력 및 변형률 분석
Fig. 3은 블레이드 진입 각도에 따른 응력분포를 나타내었다. 그 결과 모든 각도 조건에서 최대 응력이 블레이드 이동거리의 초기 부분인 블레이드가 모듈의 EVA와 유리 사이의 계면으로 진입할 때 나타났다. 해당 현상의 원인은 블레이드가 샌드위치의 표면을 파고들면서 초기 변형을 형성시키기 위해 순간적인 하중이 필요하게 되어 생긴 결과라 판단된다. 각도에 따른 최대 응력을 확인한 결과 블레이드 진입 각도 55°일 경우 512.0 MPa, 65°에서는 646.0 MPa, 75°에서는 828.8 MPa으로 진입 각도 크기에 비례하여 응력 크기가 증가한 것을 확인 할 수 있다. 또한 5 ~ 10 mm의 구리리본 구간과 15 ~ 35 mm의 Cell 구간과 같이 일정한 단면 구간 영역 내에서는 응력 진폭이 일정한 상태로 진행된다. 구리리본과 태양전지 구간의 응력분포 차이는 재료 물성인 탄성계수 차이로 인해 태양전지 구간에서 더 많은 응력이 가해지는 것으로 사료된다. 해당 결과만 고려하였을 경우 블레이드 진입 각도가 낮은 55° 일 때의 최대 응력이 가장 낮아 응력 집중에 의한 블레이드 손상을 방지할 수 있는 최적의 조건이라고 판단된다.
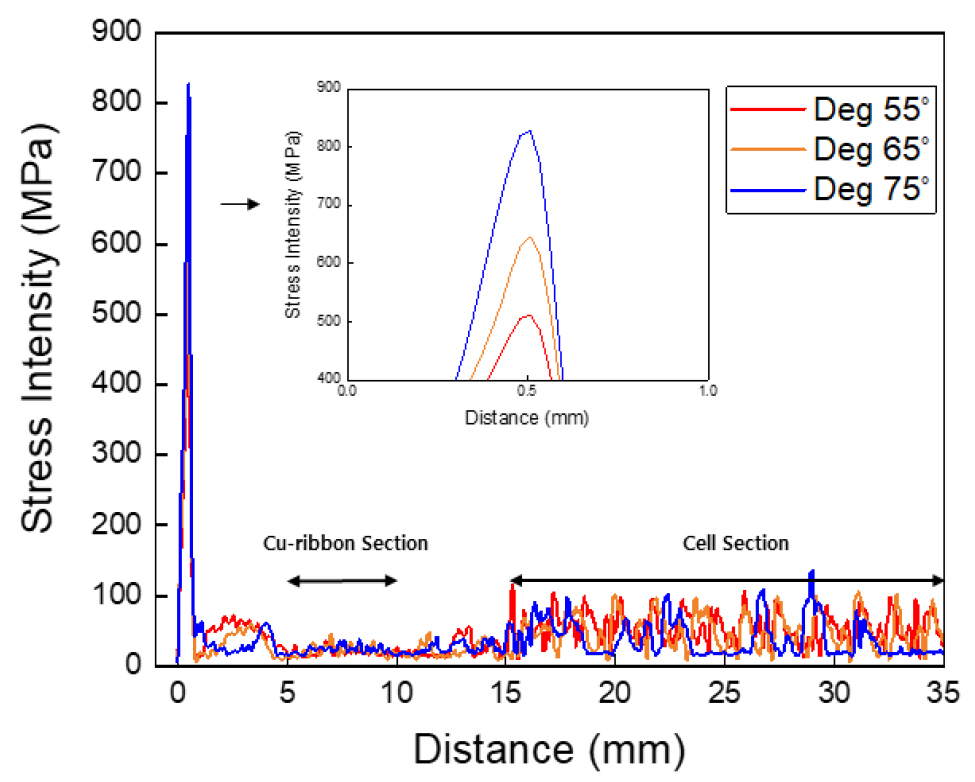
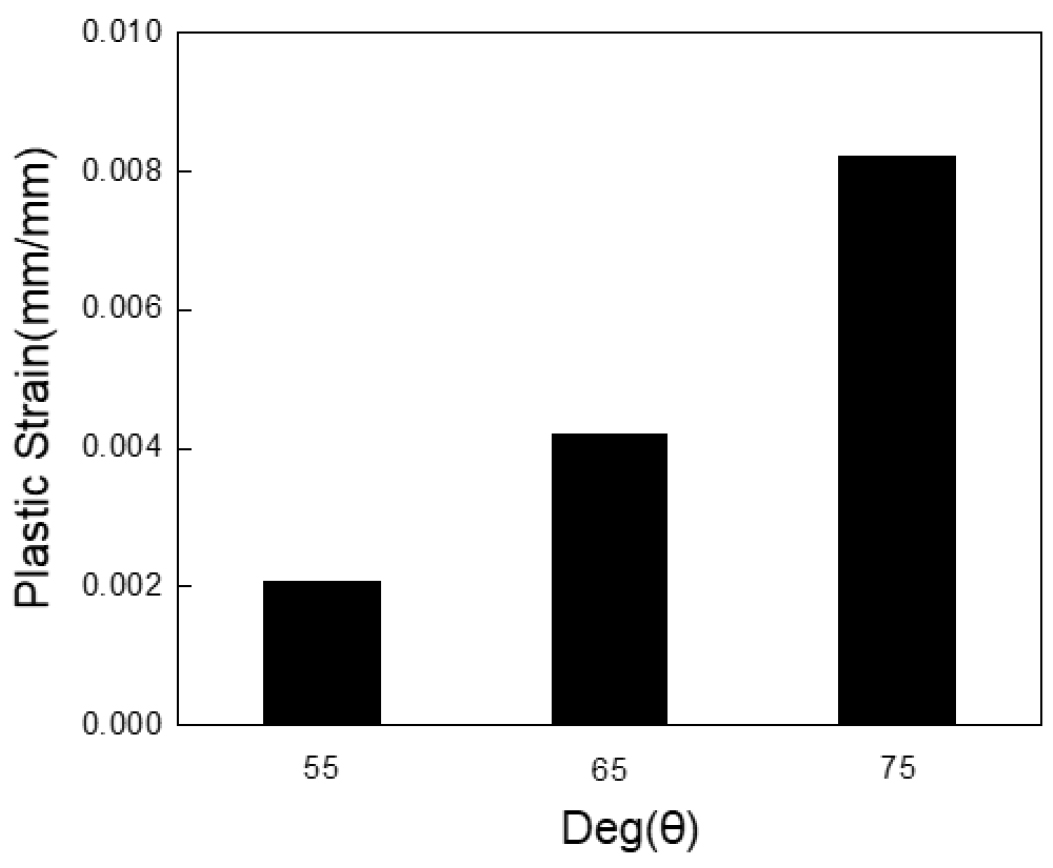
Fig. 4는 블레이드 진입 각도에 따른 소성 변형률을 나타내었다. 그 결과 진입 각도 55°, 65°, 75° 따른 소성 변형률은 각 0.00208, 0.00421, 0.00822 mm/mm으로 각도 크기에 비례하여 커지는 것을 확인할 수 있다. 본 실험에서 블레이드의 재질로 사용한 SUS420의 소성 변형률을 확인하기 위해 해당 재질의 응력-변형률 그래프를 문헌을 통해 확인하였으며, 약 0.008 mm/mm임을 확인하였다15). 이에 따라 블레이드 진입 각도 75° 조건일 경우 재료의 탄성한계를 넘어섰으므로 영구적인 변형이 일어나 손상이 된다는 것을 알 수 있다. 소성 변형률을 고려하였을 때 더 낮은 수치 즉 공수 수명에 안정적인 조건인 진입 각도 55°조건이 블레이드 사용 수명 측면에서 더 유리하다고 사료된다.
3.2 각도에 따른 반력 분석
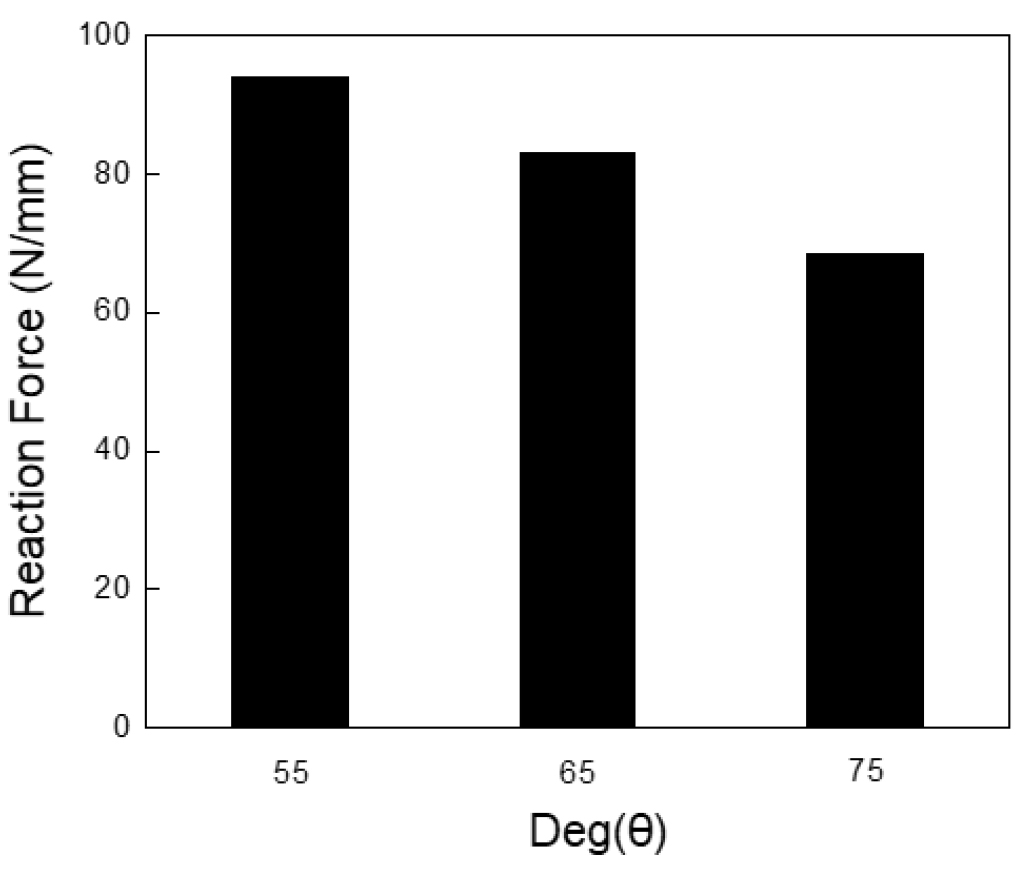
스크레이퍼의 모듈 분리 가능 여부를 판단할 수 있는 중요한 인자는 반력이다. 스크레이퍼 모터의 최대 동력은 5 HP (3730 W)이고, 블레이드 수평 분리 속도는 1600 mm/min이다. 따라서 블레이드가 최대로 가할 수 있는 외력은 140 kN이다. 그리고 구조해석에 사용된 2차원 평면 변형률은 폭 방향 길이가 단위 길이(1 mm)로 적용되기 때문에 단위 길이당 작용하는 하중으로 고려해야 한다. 태양광 패널의 폭 방향은 길이가 약 1000 mm이므로, 단위 폭 길이당 블레이드의 절삭력은 140 N/mm으로 산정할 수 있다. 만약 블레이드에 발생하는 반력 값이 140 N/mm보다 크게 되면, 모듈 분리공정이 개시가 되지 않거나 공정 중 장비가 멈출 수 있다. Fig. 5는 블레이드 진입 각도에 따른 반력을 나타내었다. 그 결과 최대값이 블레이드 진입 각도 55°일 경우 94.1 N/mm, 65°에서는 83.0 N/mm, 75°에서는 68.5 N/mm으로 모든 조건이 블레이드의 절삭력인 140 N/mm 미만으로 모듈 분리 가능한 것을 확인할 수 있다.
3.3 온도에 따른 응력 및 변형률 분석
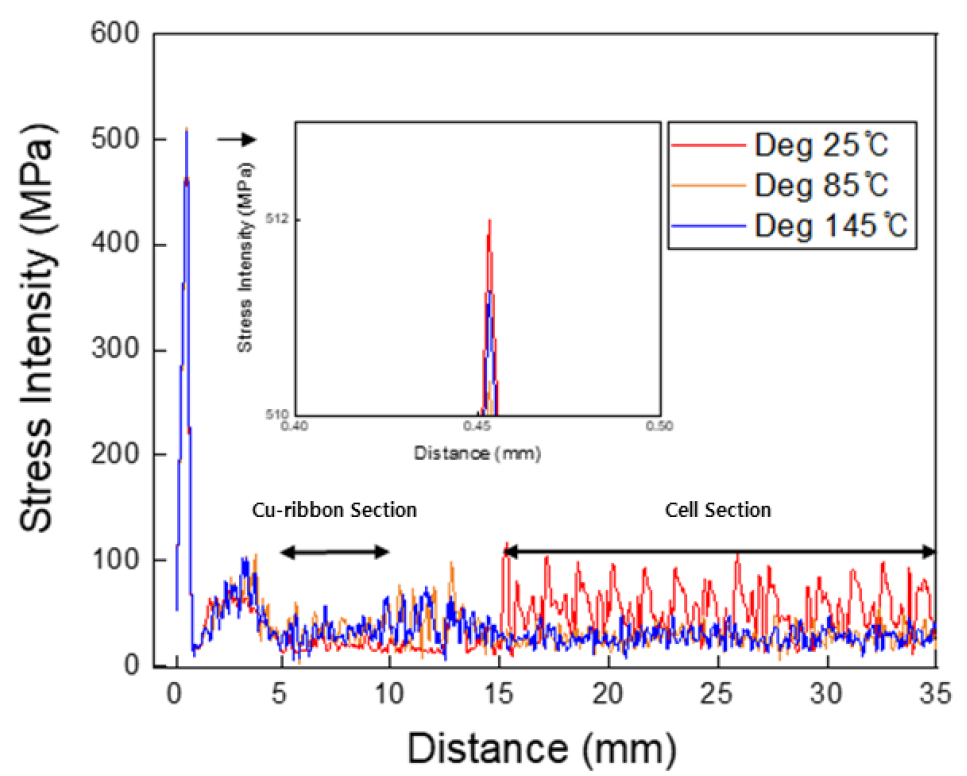
Fig. 6는 블레이드 표면 온도에 따른 응력분포를 나타내었다. 그 결과 최대 응력이 블레이드 온도가 25℃일 경우 512.0 MPa, 85℃에서는 510.3 Mpa, 145℃에서는 511.2 MPa으로 최대 응력 차이가 거의 없는 것을 확인할 수 있다. 이와 같이 최대응력의 관점으로만 봤을 경우 온도에 따른 응력차이가 없는 것으로 보이지만 온도 25℃일 경우 구리리본과, 셀이 있는 구간에서의 응력 진동이 심한 것을 확인할 수 있다. 이는 블레이드 모서리부분에 가해지는 응력폭이 크므로 블레이드 손상을 야기할 수 있는 반면 블레이드 온도 85℃, 145℃일 경우에는 구리리본과 셀이 있는 구간에서 상대적으로 응력폭이 작아 안정적인 것을 확인할 수 있다. 이는 한 번의 공정이 아닌 반복적인 공정을 적용할 경우 온도가 적용된 블레이드 표면 온도 85℃, 145℃ 조건이 25℃ 조건보다 블레이드에 가해지는 응력폭이 낮으므로 상대적으로 안정적인 공정이라고 판단된다. 또한 블레이드 표면 온도 85℃, 145℃두 조건의 응력폭이 큰 차이가 없으므로 온도 유지에 사용되는 전력을 고려하면 85℃ 조건이 적정조건이라고 사료된다.
온도에 따른 변형률을 분석한 결과 25℃, 85℃, 145℃ 정도의 온도 차이는 소성변형률 값에 영향을 미치지 못하는 것을 확인하였다. 소성 변형률은 누적되는 데이터이므로 그 값에 차이가 없어 따로 그래프로 나타내지 않았다.
3.4 온도에 따른 반력 분석
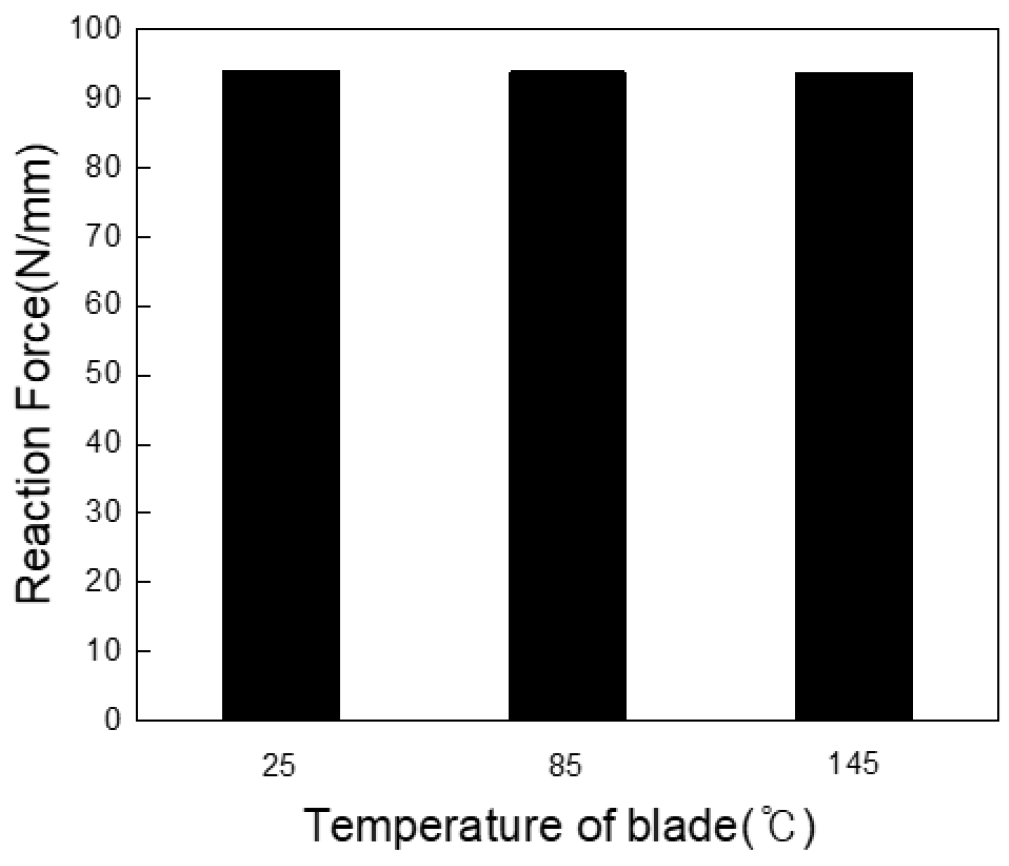
Fig. 7는 블레이드 표면 온도에 따른 반력을 나타내었다. 그 결과 최댓값이 세 조건 모두 유사하게 나타난 것으로 확인되었다. 이에 대한 원인으로 블레이드에 가해지는 반력은 가열된 블레이드가 전면 유리와 Cell 사이를 파고들어 EVA를 절단하기 때문에 EVA의 물성에 의존한다. EVA 소재의 탄성계수가 너무 낮아 25℃, 85℃, 145℃ 정도의 온도 변수는 유의미한 차이를 확인할 수 없었다. 이로 인하여 시뮬레이션 프로그램에서 EVA 탄성계수를 임의로 7.2 MPa에서 40 MPa로 변경하여 분석을 진행해 보았으나 큰 차이가 없음을 확인하였다.
3.5 최적 공정 조건 도출 및 실제 공정 적용
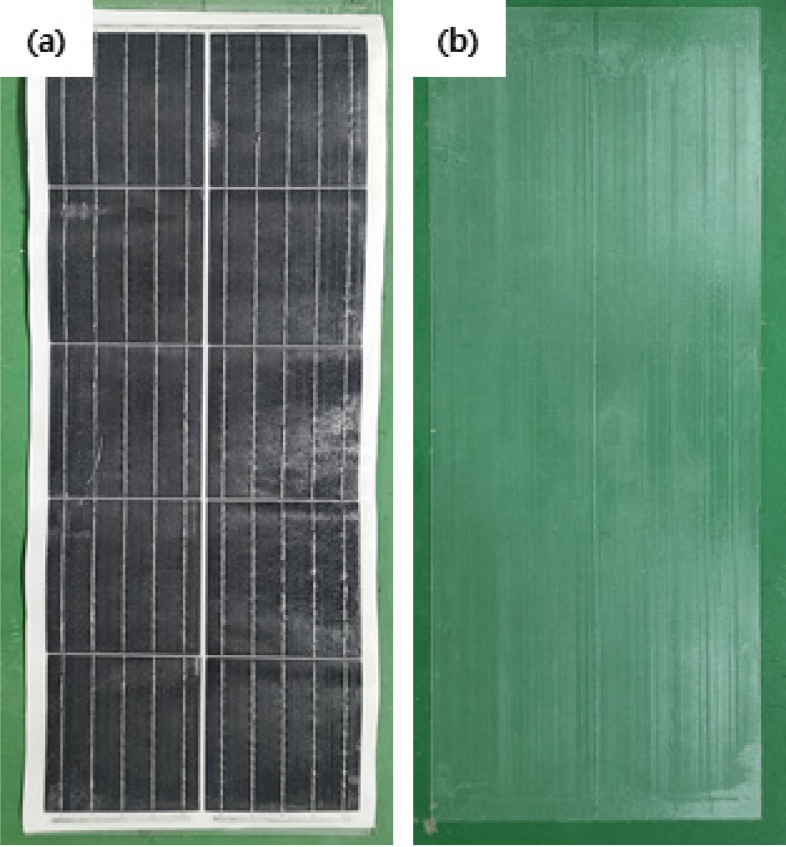
구조해석 결과를 종합해 보았을 때 블레이드 손상을 최소화 하면서 공정에 적용하기에 적합한 최적의 공정 조건은 블레이드에 가해지는 응력이 낮으며, 변형률 또한 가장 낮은 수치를 나타낸 각도 55°이고, 블레이드 표면 온도는 응력폭이 낮으며, 소모되는 전력이 상대적으로 적은 85℃의 조건이 적합하다고 판단된다. 이에 따라 도출된 조건을 실제 공정에 적용하여 실험용으로 제작한 10-Cell 모듈을 이용하여 분리 실험을 진행해 보았으며, 해당 내용은 Fig. 8과 같이 나타내었다. 실험 결과 유리표면의 얇은 EVA층을 남긴 상태로 모듈 분리가 원활히 된 것을 확인하였다. 모듈 분리 능력을 정량적인 수치로 표현하기 위해 모듈 분리율을 산출하였으며, 해당 식은 다음과 같다.
모듈 전체 무게 2805.4 g, 모듈 제작에 사용된 유리의 무게는 2440.1 g, 분리된 유리의 무게는 2442.8 g으로 식(1)을 적용한 결과 모듈 분리율 99.3% 임을 확인하였다. 해당 수치는 분리된 유리 표면의 얇은 EVA층을 제외한 고순도의 강화 유리를 회수할 수 있는 수준임을 확인하였다.
4. 결 론
본 논문에서는 태양광 모듈로부터 유리회수를 위한 효과적인 분리 조건을 도출하기 위해 구조해석을 진행하였다. 각도에 따른 응력 분석 결과 55°일 경우 512.0 MPa, 65°에서는 646.0 MPa, 75°에서는 828.8 MPa으로 진입각도 크기와 최대응력이 비례하며 커지는 것을 확인하였으며, 각도에 따른 변형률 또한 55°, 65°, 75° 의 소성 변형률이 각 0.00208, 0.00421, 0.00822 mm/mm으로 각도 크기에 비례하여 커지는 것을 확인 할 수 있다. 각도에 따른 반력 분석 결과 최대 반력이 블레이드 진입 각도 55°일 경우 94.1 N/mm, 65°에서는 83.0 N/mm, 75°에서는 68.5 N/mm으로 모든 조건이 블레이드의 절삭력 140 N/mm 미만으로 모듈 분리 가능한 것을 확인할 수 있다. 온도에 따른 응력 분석 결과 최대응력의 차이는 없지만 구리리본과 셀이 있는 일정 단면이 존재하는 구간에서는 25℃ 조건에 비해 85℃, 145℃ 조건이 응력이 더 낮은 수치를 나타내었으며, 응력폭이 보다 안정적인 것을 확인하였다. 결론적으로 블레이드 사용 수명 및 원활한 모듈 분리에 적합한 공정 조건은 각도 55°, 블레이드 표면 온도 85℃로 판단된다. 도출된 최적의 공정 조건을 실제 모듈 분리 실험에 적용하였으며 모듈 분리가 원활이 되어 고순도 유리를 회수할 수 있음을 확인하였다.
