

1. 서 론
2. 실험방법
3. 실험결과
3.1 ICP-8311 경화 온도 및 시간 가변 실험
3.2 DS-0860 경화 온도 및 시간 가변 실험
3.3 ECA 경화 조건별 모듈 출력 변화
4. 결 론
1. 서 론
현재 시장에 나와 있는 대부분의 태양광 모듈은 구리 도선(Cu wire)을 이용하여 셀과 셀을 연결하는 구조로 되어 있다. 이 방법의 장점은 저렴한 비용으로 셀 간 상호 연결이 가능하다는 것이지만, 높은 저항 손실과 매우 얇은 웨이퍼와의 낮은 호환성을 가지며 셀과 셀 사이에 빈 공간이 생겨 해당 영역에서 전력을 생산하지 못한다는 단점이 있다1,2,3). 이러한 단점을 극복하기 위한 방안으로 사전에 컷팅된 태양전지 스트립을 기와처럼 겹쳐 배치하는 Shingling 기술을 들 수 있다4,5). 해당 기술의 경우, 각각의 셀을 전도성 접착제(ECA)를 통해 직렬로 연결함으로써 기존의 모듈 디자인이 가지는 높은 저항 손실을 줄이는 것이 가능하다. 또한, 기존의 구리 도선(Cu wire)을 이용하여 연결하는 방식은 전력이 생산되지 않는 빈 공간을 발생시키지만, Shingling 기술을 적용한 태양전지 모듈의 경우에는 빈 공간 없이 셀 간 연결이 가능하다는 측면에서 단위면적당 발전 출력이 비교적 우수하다. 이 방식에서 모듈의 효율과 신뢰성에 가장 큰 영향을 미치는 것은 전도성 접착제(ECA)의 성능이며, 대부분 150도 이상의 높은 경화 온도에서 낮은 비저항 특성을 가진다. 기존의 실리콘 태양전지의 경우 이처럼 높은 경화 온도를 적용해도 큰 무리가 없지만, 박막 태양전지 및 유연 태양전지와 같은 차세대 태양전지에 해당 기술을 적용하기 위해서는 ECA의 저온 경화가 필수적이다6).
따라서 본 논문에서는 박막 유연 태양전지와 2가지 타입의 ECA를 사용하여 Shingled 구조의 태양전지를 제작한 뒤 평가를 진행하였다. 실험에 사용된 ECA는 비교적 낮은 점도를 가지고 있는 2가지 타입의 ECA를 선정하다. 점도가 낮을수록 헤이즈 현상(Haze effect)이 관찰될 수 있으나 저온 경화가 수월한 장점이있다. 따라서 각각의 ECA를 사용하여 셀 접합 전후 태양전지의 성능을 비교하고 최적화된 소재 접착 조건을 확인하였으며, 이를 바탕으로 제작된 모듈에 대하여 열 안정성 평가를 통해 유연 태양전지에 적용 가능한 ECA 소재 및 공정조건을 분석하였다.
2. 실험방법
유연 태양전지는 봉지재(encapsulation)로 코팅된 Alta device사의 GaAs 태양전지를 사용하였고, 이를 아래의 표와 같이 2가지 타입의 전도성 접착제(ECA)를 사용하여 도포 및 경화하였다(Table 1).
Table 1
Details of ECA materials
공정 조건별 비저항 실험값의 경우 R = ρ · l / A 수식을 활용하여 구하였다. 여기에서 R은 저항, ρ는 비저항, l은 길이, A는 단면적을 의미한다. 공초점 현미경(Confocal Laser Scanning Microscope) 측정의 경우 Hirox사의 MXB-5000REZ를 사용하여 측정하였다.
모듈 접합을 위한 공정은 다음과 같다. 공압식 디지털 디스펜서를 사용한 분사 장치를 이용하여 상기 2가지의 ECA를 각각 다른 분할 셀에 분사하여 접합하였다. Table 1은 각 ECA에 대한 제원을 나타내고 있다. ECA를 경화하기 위해 접합된 셀을 39.6 cm2 면적의 5 kg 무게 추를 활용하여 압력을 준 상태에서 경화 시간 30 ~ 60초, 경화 온도 130 ~ 170℃로 가변하며 공정을 진행하였다. 이후 제작된 모듈의 효율을 측정하고 환경 챔버 시험(온도 사이클 시험)을 IEC61215 규격에 맞게 진행 후 열 안정성에 대해 비교 분석하였다.
3. 실험결과
이상의 자료를 바탕으로 ECA 경화 온도 및 경화 시간을 가변하여 실험을 진행하였다. 경화 온도의 경우 130℃, 150℃, 170℃로 가변하였으며, 경화 시간은 30초, 60초로 가변하여 실험 후 각각의 조건에 대해 ECA 단면 프로파일 및 비저항 측정을 통해 특성을 분석하였다.
3.1 ICP-8311 경화 온도 및 시간 가변 실험
(1) ECA 단면 프로파일
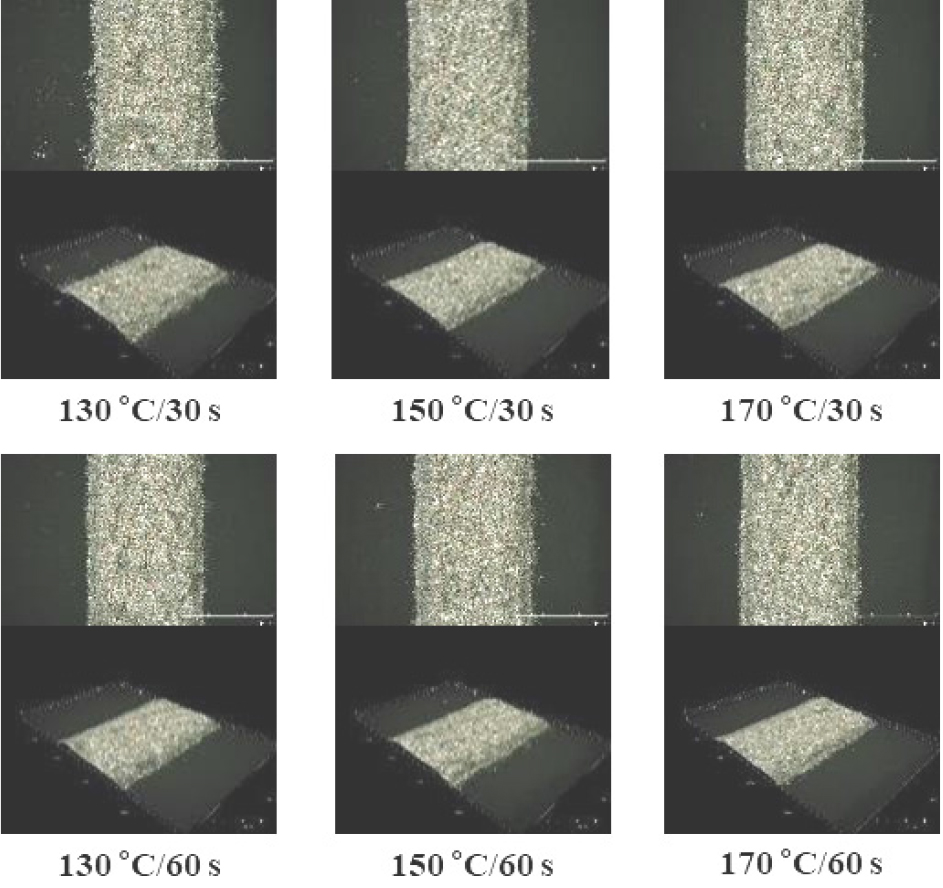
ECA 단면 프로파일을 진행하기 위해 ICP-8311를 200 Mesh 선경 40 μm의 제판을 사용하여 실리콘 기판에 도포하였다. 경화 온도 및 시간에 따른 ECA 도포 특성을 확인하기 위해 공초점 현미경을 사용하여 각 공정조건에서 경화된 ECA를 살펴보았다. Fig. 1에서 확인할 수 있듯, ICP-8311의 경우 낮은 점도로 인해 낮은 경화 온도(130℃) 및 시간(30초)에서 완전한 경화가 일어나지 않아 경계면이 매끄럽지 못한 것을 확인할 수 있다. 경화 시간 60초에서는 이러한 Ag 탈리 현상이 확인되지 않았으며, 경화 온도 150℃ 이상에서는 경화 시간이 30초로 짧아도 특별한 Ag 탈리 현상 없이 ECA 패턴이 잘 형성되었음을 확인할 수 있다.
(2) 비저항 측정
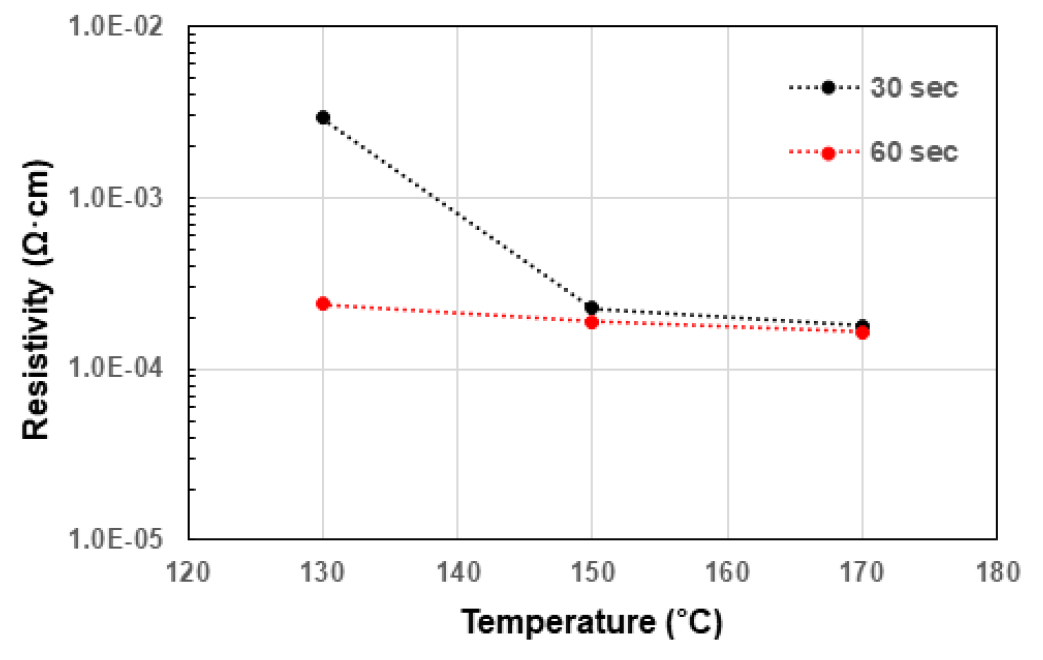
앞서 준비한 다양한 온도 및 경화 시간 조건을 바탕으로 경화된 ICP-8311의 전기적 특성을 확인하기 위해 Fig. 2와 같이 비저항 측정을 진행하였다. 앞서 분석한 공초점 현미경 결과를 통해 낮은 경화 온도(130℃) 및 시간(30초)에서는 접합이 좋지 못하여 상대적으로 저항이 증가함을 알 수 있는데, 측정 결과 2.93 × 10-3 Ω·cm의 높은 비저항 값을 나타내는 것을 확인할 수 있었다. 경화 시간을 60초로 늘렸을 경우, 2.41 × 10-4 Ω·cm 정도로 비저항 값이 약 10배 개선되었음을 확인할 수 있으며, 경화 온도가 150℃ 이상일 경우에는 경화 시간과 거의 무관하게 약 2 × 10-4 Ω·cm 내외의 비저항 값을 얻을 수 있었다. 즉, 해당 조건에서는 충분히 경화가 이루어짐을 확인하였다.
3.2 DS-0860 경화 온도 및 시간 가변 실험
(1) ECA 단면 프로파일
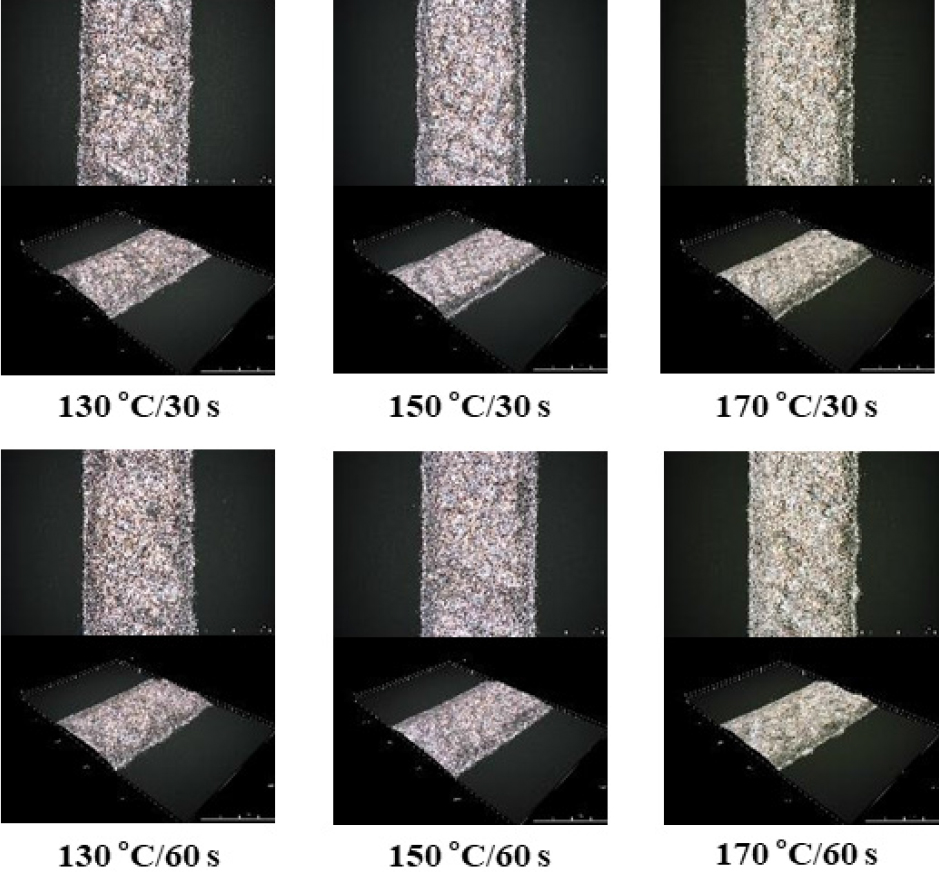
ECA 단면 프로파일을 진행하기 위해 DS-0860를 Mesh 선경 40 μm의 제판을 사용하여 실리콘 기판에 도포하였다. 경화 온도 및 시간에 따른 ECA 도포 특성을 확인하기 위해, 공초점 현미경을 사용하여 각 공정조건에서 경화된 ECA를 살펴보았다. Fig. 3에서 확인할 수 있듯, ICP-8311와는 다르게 DS-0860는 낮은 경화 온도(130℃) 및 시간(30초)에서도 형성된 ECA의 경계면이 매끄러운 것을 알 수 있다. 이는 ICP-8311 대비 상대적으로 높은 점도에 의한 결과로 예상되며, 저온에서도 경화가 잘 진행됨을 확인할 수 있었다.
(2) 비저항 측정
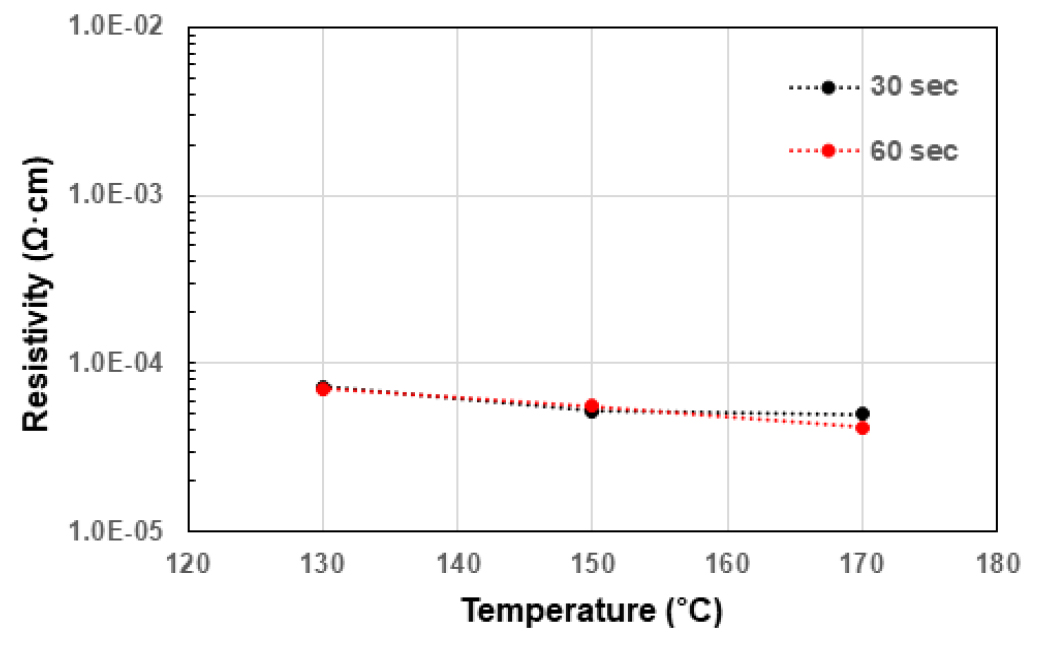
앞서 준비한 다양한 온도 및 경화 시간 조건을 바탕으로 경화된 DS-0860의 전기적 특성을 확인하기 위해 비저항 측정을 진행하였다. Fig. 4에서 확인할 수 있듯, DS-0860의 경우 앞서 분석한 공초점 현미경 결과를 통해 낮은 경화 온도(130℃) 및 시간(30초)에서도 접합이 우수함을 알 수 있는데, 측정 결과 저온 및 짧은 경화 시간을 포함한 모든 조건에서 약 6 × 10-5 Ω·cm의 매우 우수한 비저항 값을 가지는 것을 확인할 수 있었다.
3.3 ECA 경화 조건별 모듈 출력 변화
(1) 모듈화 손실률(Cell to Module loss, CTM)
앞서 진행한 다양한 온도 및 경화 시간 조건을 바탕으로 Shingling 기술을 활용하여 GaAs 셀을 접합한 뒤 CTM 손실률을 확인하였다. 접합의 경우 상기 실험방법을 바탕으로 일정하게 진행하였으며, ‘CTM 손실률(%) = 100 * (1 - 접합 후 모듈 출력 / 개별 셀 출력의 합)’ 수식을 활용하여 계산하였다. 각 소재 및 경화 조건에 따른 결과는 아래 Table 2에 정리하였다. 실험결과를 통해 재료와 관계없이 경화 온도가 올라갈수록 CTM 손실이 증가하는 것을 확인할 수 있는데, 이는 비저항 측정 결과와는 반대되는 경향이다. 본 논문에서는 이러한 결과를 GaAs 태양전지를 보호하고 있는 봉지재가 ECA를 경화하는 단계에서 열에 의해 손상을 입은 결과라고 분석하였다. 이를 확인하고자 PET 필름을 이용하여 열 스트레스 전후 빛 투과도를 확인하였다. PET 필름 단독으로 170℃ 조건에서 가열한 결과, 약 2.25%의 투과도 손실이 발생하였으며 온도가 낮을수록 빛 투과도 손실도 감소하였다. 즉, 약 10-3 Ω·cm 정도의 비저항은 CTM 손실에 큰 영향을 미치지 않음을 알 수 있다.
한 가지 주목할 만한 점은 ICP-8311의 경우, 130℃, 60초 조건에서의 비저항 값이 130℃, 30초에서의 비저항 값보다 우수하지만, 아래 Table 2에서는 130℃, 60초 조건에서 더 높은 CTM 손실률을 보인다. 비저항이 우수함에도 CTM 손실률이 높은 이유는 비저항 측정 때와는 다르게, ECA가 셀들 사이에 둘러싸여 있어 추가적인 열에 노출되었기 때문이다. 즉, ICP-8311의 경우 경화 시간이 증가함에 따라 접착되어 있던 부위의 접착력이 감소하는 Rework 현상이 발생한 것으로 예상된다.
Table 2
Cell to module loss (unit: %). Temperature and time represent curing temperature and time
| ICP-8311 | 130°C | 150°C | 170°C |
| 30 secs | 0.48 | 0.67 | 1.05 |
| 60 secs | 1.19 | 1.51 | 1.93 |
| DS-0860 | 130°C | 150°C | 170°C |
| 30 secs | 0.51 | 2.24 | 2.35 |
| 60 secs | 0.60 | 1.53 | 1.28 |
(2) 온도 사이클 시험(Temperature Cycling Test)
각 소재의 종류 및 다양한 경화 조건에서 제작한 모듈의 접합 안정성을 확인하기 위해 온도 사이클 시험을 IEC61215 규격(-40℃ ~ 85℃, 1 cycle 6시간)에 맞추어 진행하였다. 총 150 사이클을 900시간 동안 진행하였고, 각 소재 및 경화 조건에 따른 안정성 시험 결과는 아래 Table 3에 정리하였으며, ‘효율감소 (%) = 100 * (1 - 시험 후 모듈 출력 / 초기 모듈 출력)’ 수식을 활용하여 계산하였다. 모든 조건에서 Temperature cycle 시험 이후 5% 미만의 효율 저하가 나타났다. ECA에 의한 열화 여부를 확인하기 위해 ECA를 사용하지 않은 GaAs 태양전지 1 cell의 Temperature cycle 시험을 진행하였다. 그 결과 평균적으로 약 4.7%의 효율 저하가 발생하였음을 확인하였고, 이를 바탕으로 Temperature cycle 시험 후 발생한 효율 저하는 ECA와 무관함을 알 수 있었다.
4. 결 론
본 논문에서는 박막 유연 태양전지와 2가지 타입의 ECA를 사용하여 Shingled 구조의 태양전지를 제작한 뒤 평가를 진행하였다. 우선 ECA의 소재, 경화 온도 및 경화 시간을 변화시켜 단면 프로파일 및 비저항 측정을 진행하였고, 이를 바탕으로 저온 공정에서의 ECA 특성을 분석하였다. ICP-8311의 경우, 낮은 온도(130℃) 및 시간(30초)에서 경화를 진행했을 때 약 10-3 Ω·cm 정도의 비저항을 얻을 수 있었으나 그 외의 고온 및 긴 경화 시간의 조건에서는 모두 10-4 Ω·cm의 향상된 비저항 값을 얻을 수 있었다. DS-0860의 경우, 모든 조건에서 10-5 Ω·cm 급의 우수한 비저항 값을 얻을 수 있었다. 각 소재의 종류 및 다양한 경화 조건에서 Shingled 구조의 태양전지 모듈을 구현한 결과, 10-3 Ω·cm 정도의 비저항은 CTM 손실 측면에서 큰 영향을 미치지 않음을 확인하였다. 최종적으로 본 논문에서 진행된 모든 공정조건에서 온도 사이클 시험을 900시간(총 150 사이클) 진행한 결과, 5% 미만의 모듈 효율 열화를 보임을 확인하였다. 이러한 결과를 바탕으로 DS-0860가 저온 공정이 필요한 유연 태양전지 모듈 제작에 최적화된 ECA임을 확인하였고, CTM 손실이 가장 낮은 130℃와 30초 공정조건이 가장 적합하다는 것을 확인할 수 있었다.
